Складання та оброблення грифа гітари.
Гриф складається із ручки, головки, наклейки, п'ятки, поріжка, ладових пластин та крапок. Технологічний процес виготовлення грифа включає ряд послідовно виконуваних операцій:
· приклеювання п'ятки до ручки виконують глютиновими клеями в багатомісних клеїльно-веєрних пресах (рис. 28), або синтетичними клеями у полі СВЧ;
· технологічна витримка протягом 24 год;
· обпилювання ручки "на вус" під кутом 16° на круглопилковому верстаті;
· приклеювання головки виконують аналогічно, як і п'ятки з наступною витримкою протягом 24 год. (рис. 29);
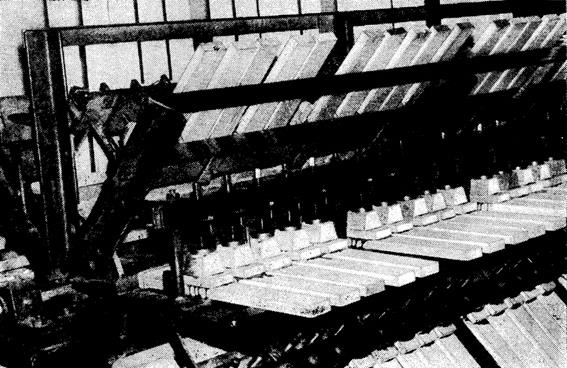
Рис. 28. Клеїльновеєрний прес для приклеювання п'ятки до ручки грифа

Рис. 29. Клеїльновеєрний прес для приклеювання головок
· фрезерування верхньої пласті ручки виконують на фрезерному верстаті в цулазі;
· приклеювання наклейки до ручки виконують у пневматичних пресах з електроконтактним обігрівом (рис. 30). Температура – 120…140°С, тривалість витримки – 6…7 хв.;
· технологічна витримка протягом 4…6 год;

Рис. 30. Пневматичний прес з електроконтактним нагрівом для приклеювання наклейок
· торцювання грифу виконують на круглопилковому верстаті з кареткою;
· оброблення грифу за периметром: фрезерування профілю хвостика, фрезерування овалу ручки та шийки грифа на фрезерному верстаті;
· підрізання хвостика та п'ятки проводять на круглопилковому верстаті за шаблоном;
· свердління отвору для гвинта грифа – на горизонтальному свердлильному верстаті;
· формування в наклейці пазів під ладові пластини виконують на спеціальному багатопилковому (мензурному) верстаті (рис. 31). Діаметр пилок 75…80 мм, а товщина 0,7…0,8 мм. Між пилками встановлюють дистанційні кільця, а на одному торці вала – фреза для формування пазу під поріжок. Глибина пазів – 2…2,2 мм, а ширина – 0,8 мм.

Рис. 31. Мензурний верстат для пропилювання пазів під ладові пластини
· свердління отворів під крапки виконують на багатошпиндельному свердлильному верстаті. Діаметр отворів становить 9 мм, глибина 2 мм.
· установка та приклеювання крапок;
· шліфування пласті наклейки та її фарбування в чорний колір (якщо не проходила морення) за два прийоми;
· установка у пази ладових пластин за допомогою молотка та кусачок;
· запресування ладових пластин з метою вирівнювання їх поверхні в одній площині проводять у пресі за допомогою цулаги та трафарету.
Основна вада – жолоблення грифу, що проявляється у опуклості, або угнутості на ладовій поверхні грифа (рис. 32). Причому угнутість більш небажана, бо при незначній стрілі прогину притиснута до грифа струна буде доторкатись ладів, розташованих нижче місця защемлення і буде бряжчати.

Рис. 32. Основні види жолоблення гітарного грифа: а – угнутість; б – опуклість ладової поверхні
Жолоблення – результат напружень, що виникають в ручці та наклейці, внаслідок різної вологості. Угнутість ладової поверхні грифа спостерігається в тому випадку, коли вологість наклейки вища за вологість ручки. Навіть коли вологість наклейки вища всього на 1,5 %, то кількість браку досягає 20 %. При більшій вологості ручки браку не спостерігається.
Вихід – виготовляти переклеєні грифи, або забезпечувати грифи гвинтовою стяжкою, яку встановлюють у спеціальний паз у ручці. Ця стяжка створює напруження, які значно перевищують напруження від перепаду вологості і тим самим перешкоджає довільній деформації грифа.
Технологічний процес виготовлення грифа інших музичних інструментів аналогічний.
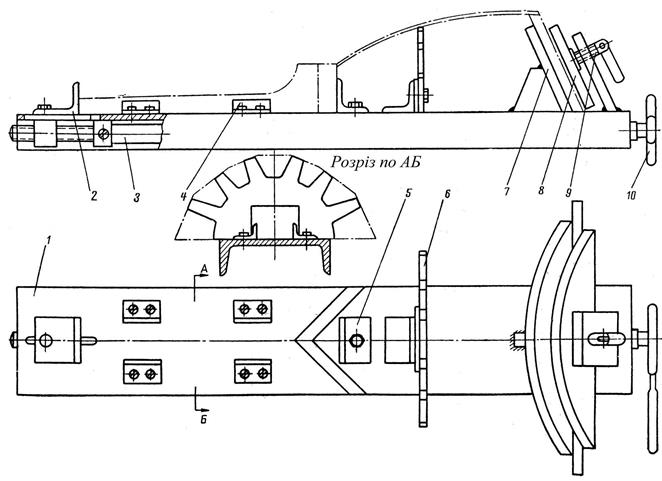
Рис. 33. Пристосування для складання корпуса балалайки: 1 – основа; 2 – упор з гайкою для затискання ручки; 3 – гвинт; 4 – обмежувачі; 5 – упор ручки; 6 – гребінка; 7 – упор задника; 8 – планка для притискання задника; 9 – гвинт затискання задника; 10 – ручка гвинта затискання ручки балалайки
Дата добавления: 2015-04-05; просмотров: 1364;