Складання балалайок.
Корпус балалайки складається з ручки, задника, клепок, контробечайок та обкладки. Технологічний процес виготовлення балалайок складається із ряду послідовно виконуваних операцій:
· приклеювання клепок до ручки та задника виконують у спеціальному пристосуванні(рис. 33, 34). Складання ведеться з боків до середини міздровими клеями;
· витримка у вільному стані 8…10 год;
· обклеювання корпусу з середини по фугах смужками паперу для надання більшої міцності клейовим швам між клепками;
· обпилювання торців клепок та фрезерування фальця по заднику під обкладку проводять на фрезерному верстаті фрезою та пилкою одночасно;
· вклеювання контробечайок виконують у спеціальних пристосуваннях;
· обпилювання корпусу по висоті виконують у шаблоні на фрезерному верстаті з пилкою;
· приклеювання пружин до дек (як у гітар) з наданням випуклості;
· підгонка деки до корпуса (аналогічно);
· приклеювання деки до корпуса у пневматичних пресах з електроконтактним обігрівом (рис. 35);
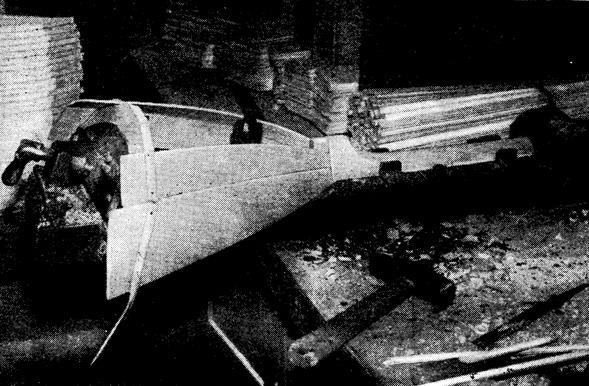
Рис. 34. Складання корпуса балалайки

Рис. 35. Приклеювання дек до корпусів балалайок у пневматичних пресах з низьковольтним електроконтактним нагрівом
· фрезерування фальця у деці під обкладку – фрезерний верстат, на який установлюється фреза та підрізна пилка;
· зачищення фальця (аналогічно);
· приклеювання обкладки виконують у спеціальних пристосуваннях міздровими клеями (рис. 36). Витримка у запресованому стані 4…6 год.;
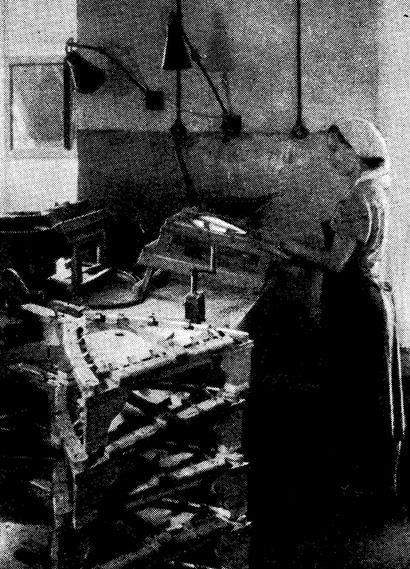
Рис. 36. Приклеювання обкладки до балалайок
· підрізка верхнього торця деки та приклеювання наклейки до ручки балалайки синтетичними клеями у пневматичних пристосуваннях з низьковольтним обігрівом (рис. 37). Температура 120…140°С, тривалість витримки 4…5 хв під тиском і в розпресованому стані – 2…4 год.;
· торцювання ручки по довжині, оброблення боків ручки та наклейки, профілю ручки, гнізда в торці ручки під головку проводять на фрезерних верстатах з різними цулагами і ріжучим інструментом;
· вклеювання головки міздровим клеєм під кутом 12°;
· фугування наклейки і зняття провису по деці проводиться на фрезерному верстаті;
· пази під ладові пластини, установка ладових пластин, вклеювання ладових крапок – як у грифу гітари;
· шліфування виконують на дискових шліфувальних верстатах, шліфувальних барабанах, а недоступні місця – вручну шліфувальною шкуркою та циклюванням.
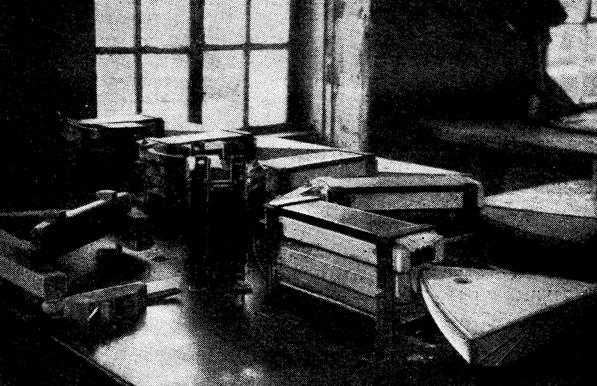
Рис. 37. Приклеювання наклейок до ручок балалайок у пневматичних пресах з низьковольтним електроконтактним нагрівом
Складання плоских та напівплоских мандолін.
Рамка корпуса складається з двох боків, верхнього та нижнього клеців, поперечних та поздовжніх обечайок (бортиків). Технологічний процес виготовлення корпуса складається із ряду послідовно виконуваних операцій:
· складання рамки виконують у спеціальних шаблонах (аналогічно, як рамки гітари);
· обпилювання крайок корпуса по висоті – аналогічно;
· формування гнізда типу "ластівчин хвіст" у верхньому клеці можна виконувати на круглопилковому чи на фрезерному верстаті;
· підгонка і вклейка ручки з необхідним уклоном відносно рамки, суміщення осей рамки і ручки. забезпечення щільності з'єднання;
· приклеювання пружин до дек, підгонка дек, приклеювання дек до корпуса, фрезерування фальців, окантовка – аналогічно.
Складання овальних мандолін виконують у шаблонах (рис. 38). Шаблон виготовляють із деревини ялини чи сосни, має зріз під п'ятку (клец) ручки і паз для закріплення нижнього клеца. Ручка і клец кріпляться до шаблону перед складанням. Клепки бувають центрові та косі, їх форма забезпечує мінімальну підгонку. Крайки їх фрезерують, а на одну з них з декоративною метою за допомогою ниток приклеюють жилки із шпону, мореного в чорний чи червоний колір.
Складання основи корпуса полягає у приклеюванні торців клепок до п'ятки ручки та нижнього клецу, у підгонці клепок до п'ятки ручки та нижнього клецу, у підгонці клепок за місцем і склеюванні крайок. Клепки у корпусі повинні бути одного кольору, або симетрично чергуватися.
Складання починають з приклеювання першої (середньої) центральної клепки з приклеєними жилками до обох крайок, а потім симетрично підганяють та приклеюють другі (права та ліва) і т.д. Тривалість витримки кожної пари – 30…35 хв.,
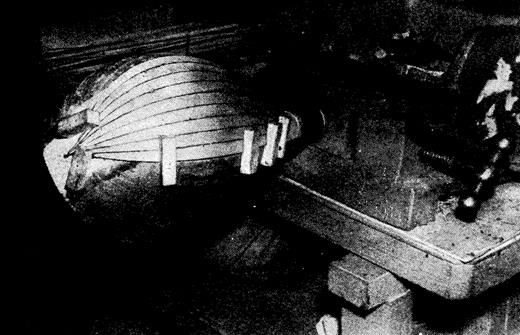
Рис. 38. Складання корпуса овальної мандоліни на шаблоні
тому складальник паралельно склеює 14…16 корпусів. Закінчується складання приклеюванням останніх широких клепок, які називаються бочками. Корпус у шаблоні витримують 10…12 годин після чого до нього приклеюють щиток, який закриває місце стику клепок на нижньому клеці. Витримка теж 10…12 год. І лише тоді корпус знімають з шаблону, обклеюють з середини по фугах клейовою стрічкою для надання більшої міцності клейовим швам між клепками, приклеюють контробечайки. Вирівнюють верхню поверхню корпуса на фрезерних верстатах у шаблоні.
Приклеювання дек виконують у пневматичних ваймах з електроконтактним обігрівом (рис. 39). Приклеювання кантів, оброблення ручки, встановлення ладових пластин, шліфування проводять аналогічно, як у балалайок та гітар.
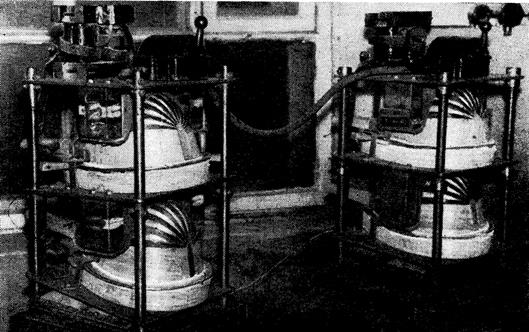
Рис. 39. Приклеювання дек до корпусів овальних мандолін
Складання корпусів домр подібне до складання овальних мандолін.
Дата добавления: 2015-04-05; просмотров: 1137;