Амырға пішін беру жабдықтары. Қамырды домалақтау, орау машиналары. Қамыр дайындамаларын толықсыту шкафтары
Қамыр орау машинасында форма жасау процесі үш операциядан тұрады:
Құймақ тәрізді домалақ қамыр бөлшегін жайып, оны рулон сияқты орап, қажетті қамыр формаларын жасайды.
Қамыр орау машиналарында құймақ тәрізді жаймалау операциясы барлық конструкцияларында бірдей орындалады, қарама – қарсы айналатын 1 және 2 жұп валдардың көмегімен жасалады.
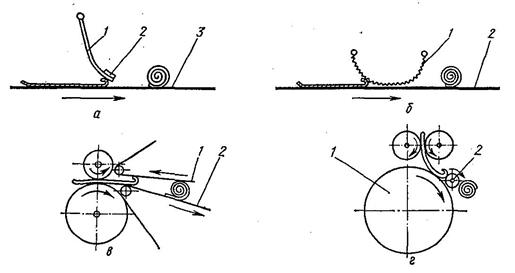
Жаймаланған қамыр рулондарының орауы төтр әдіспен атқарылады:
1) (1а – суретте) Ленталы транспортердің үстіне ілінген (2) жүгі бар иілгіш алжапқыш (1) көмегімен;
2) (1б – суретте) Ленталы транспортердің (2) үстіне орнатылған пансир сеткасымен немесе темір прутканың (1) асылуы арқылы;
3) (1в – суретте) Қарама – қарсы айналып тұратын екі шексіз ленталы транспортерлер (1 – 2) арқылы;
4) (1г – суретте) Жұмыс істеп тұрған барабанның (1) үстіне орнатылған рифленді вал (2) көмегімен лентамен жаймаланған қамыр келіп оралып шығады.
1 сурет. а, б, в, г.
Ассортименті үлкен нан өнімдерінің қамыр дайындамаларын ұстауға арналған конвейерлік шкаф унифицирленген түйіндер мен бөлшектерден дайындалады және табанының ені 1,9 және 2,1 м болатын пештермен бірге қолданыла алады.
Шкафтың каркасы Г-тәрізді пішінді болады. Оның ішінде тізбекті жұлдыздардың алты жұбынан және бағыттаушылар бойымен қозғалатын екі тартқыш втулкалы тізбектерден тұратын конвейер орналасады. Жұлдызшалардың бір жұбы жетек болып табылады, ал қалған жұлдызшалар консольді саусақтарға бос орнатылған. Тізбектерге шарнирлердің көмегімен үш сөрелі бесіктер ілінген. Қалыпты нанның заготовкаларын ұстаған кезде екі жоғарғы сөре алынып тасталады. Бесіктерге тиеу және түсіру тік секцияның терезелері арқылы жүргізіледі. Ауалы ортаның оптималды параметрлері ауаны каркастың жоғарғы жағына беретін желдеткіштің көмегімен ұсталады.
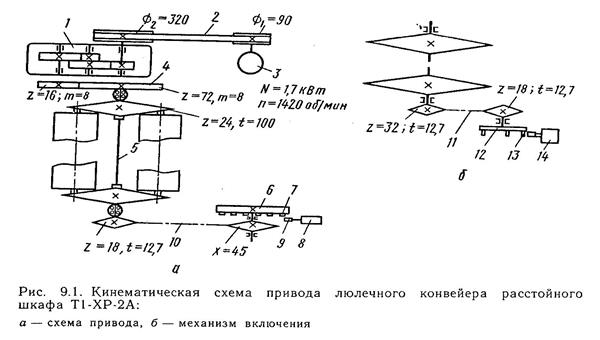
9.1-сурет. Т1-ХР-2А ұстау шкафының бесікті конвейері приводының кинематикалық сызбасы:
а – привод сызбасы; б – қосу механизмі.
Конвейер жетегі (9.1, а – сурет) электроқозғалтқыштан 3 іске асырылады, ол өз кезегінде белдікті біріліс 2, цилиндрлі редуктор 1 және тісті беріліс 4 арқылы жетек білігін 5 айналдырады. Бесікті конвейердің қозғалысы біркелкі-үздікті болып келеді, ол ұстау ұзақтығы реттейтін механизммен қамтамасыз етіледі. Бұл механизм қозғалмалы тіректері 7 бар дисктен 6 және оңғы ажыратқыштан 8 тұрады. Диск шынжырлы беріліс 10 арқылы конвейердің жетек білігінен 5 қозғалысқа келеді және конвейер бір адымға қозғалған кезде бесік 1/k айналымға айналады, мұндағы k – дисктағы тіреулердің саны. Бұл кезде дисктің әрбір тіреуі соңғы ажыратқыштың ролигіне 9 басып, конвейердің электроқозғалтқышын іске қосып, магнитті қосқыштың тізбегін ажыратады.
Әр тіреуді келесі жағдайлардың біріне қоюға болады: жұмыстық – соңғы ажыратқыштың аумағына кірген кезде ол роликқа 9 әсер етеді; жұмыстық емес – тіреу соңғы ажыратқыштың ролигімен жанаспайтындай орналасады. Бұл бесікті конвейердің өнімділігін өзгерпей, ұстау ұзақтығын реттеуге мүмкіндік береді, бұл пеш пен тартқыш конвейердің синхронды жұмысын қамтамасыз етеді.
Егер жұмысқа барлық тіреулер қатысса, онда электроқозғалтқыш конвейердің бесіктерінің бір адымға қозғалуы сайын ажыратылады. Бұл жағдайда барлық бесіктер тиеу немесе түсіру терезелеріне қарама-қарсы кезекпен тоқтап отырады және ұстау ұзақтығы максималды болады. Егер бір немесе бірнеше тіреулерді жұмыстық емес жағдайға қойса, онда бесіктердің сәйкес саны тиеу және түсіру аумағынан тоқтамай өтіп кетіп отырады. Бұл ұстаудың қысқаруына әкеледі. Тіреулердің жалпы санынан жартысын өшіруге болғандықтан, ұстау ұзақтығы 1:2 диапазонында реттеп отыру мүмкін. Екі бесікті қатар өшіретін жұмыс режиміне жол берілмейді, себебі бұл жұмыс ырғағының бұзылуына әкеледі.
Ұстау конвейерінің электроқозғалтқышының қосылуы уақыт релесінен немесе тікелей пеш жетегінен қосу механизмінің көмегімен, «қосу» түймесін басу арқылы іске асыралады. Қосу механизмі (9.1, б – сурет) пештің жетек білігінің қасында орнатылған және үш алынатын саусақтары 13 бар дисктан 12 және соңғы ажыратқыштан 14 тұрады. Диск шынжырлы беріліс 11 көмегімен пештің жетек білігінен айналады. Диск айналған кезде саусақтар соңғы ажыратқыштың ролигіне басып, ұстау конвейерінің электроқозғалтқышын іске қосады. Түпті бұйымдарды өндірген кезде толықсыту шкафының бір үш сөрелі бесігі пештің үш бесігін тиейді. Бұл жағдайда қосу механизмінің дискісі бір саусақпен жұмыс істейді, қалған екеуі алынып тасталады. Қалыпты бұйымдарды шығарған кезде конвейердің әр бесігі пештің бір бесігін тиейді, сондықтан диск үш саусақпен жұмс істейді.
Дата добавления: 2015-05-05; просмотров: 4718;