Толықсытуға арналған арнайы шкафтар
Арнайы шкафтарды пішіні мен массалары өзгермейтін белгілі бір түрлі нан өнімдерін шығаратын ағынды желілерде қолданылады. Бұл қамыр дайындамаларын отырғызу, түсіру және кесу операцияларын механикаландыру үшін алғы шарттар жасайды. Осы топтың көптеген конвейерлік шкафтары құрамына аталған операцияларды орындауға арналған механизмдер мен қондырғылар кіретін агрегаттар болып табылады.
Батон тәрізді өнімдердің дайындамаларын толықсытуға арналған шкафтар (1, а – сурет). Массасы 0,4-0,5 кг қамыр дайындамаларын толықсытуға арналған. Екі нұсқада шығарылады: түбінің ауданы 25 және 50 м2 тоннельдік пештері бар ағынды желілер үшін. Шкафтар Г-тәрізді пішінді болады, олардың құрамына қоректендіргіш-тиегіш, ұстаудың бесікті конвейері, бесіктерді аударғыш және кескіш кіреді.
Шкафтың конструкциясында жеті унифицирленген секциялар – А, Б, В, Г, Д, Е, Ж қолданылады. Каркас бұрыштық болаттан орындалады және металл қаптамамен жабылған. Ж секциясы тұғыр болып табылады. Онда конвейердің жетекші білік 7, коректендіргіш-тиегіш 6 , бесіктерді аударғыш 9 және кескіш 8 орналасқан. Бұл секцияда Е, Д және Г тік секциялары орнатылған, оларға тірекке тірелген А, Б, В секцияларынан тұратын консольдік шкаф жанасып орналастырылған. Шкафтың өнімділігін қосымша консольдік шкафтарды орнату арқылы арттыруға болады.
Каркастың ішінде тізбекті жұлдызшалардың он жұбынан және екі шексіз пластинкалы втулкалы-роликті тізбектерден 4 тұратын шынжырлы конвейер орналасқан, жұлдызшалардың екі жұбы (2 және 3) – созылмалы, қалғандары – бағыттаушы болып табылады. Әрбір екі буын сайын шарнирлердің көмегімен бесіктер 5 ілінген.
Конвейердің қозғалысы (1, б – сурет) біркелкі-үздікті болып табылады және электроқозғалтқыштан 1 іске асырылады, электрқозғалтқыш сынама белдікті беріліс 2, червякты редуктор 3, кривошип 4, тяга 5, рычаг 6 және собачка 7 арқылы храпты дөңгелекті 8 айналдырады.
Конвейердің бесігі (1, в – сурет) оның көлденең осьіне қатысты ығысқан құбыр 1 арқылы қатаң жалғанған екі бүйірден 4 тұрады. Бүйірлерге екі осьтің 2 көмегімен құбырға 1 тіреліп тұратын рамка 5 бекітілген. Рамка матадан жасалған қаптамамен 10 қапталған, ол қамыр дайындамаларына арналған алты көлденең орналасқан қалталар 9 түзеді. Бүйірлерге втулкалар 6 дәнекерленген, олардың ішіне шплинттермен 7 бекітілген саусақтар 8 салынған. Бүйірлердің саусақтары конвейердің 11 тартқыш тізбектерінің втулкаларына салынған.
Қамыр дайындамалары салынған бесіктер қозғалған кезде рамка құтырға тіреліп, көлденең күйде орналасады. Ұстау аяқталған кезде бесікшені аудару механизміне жақындайды, ал ол өз кезегінде рычагпен поводокты 3 басып, рамканы оське 2 қатысты бұрады. Нәтижесінде ол аударылып, қамыр дайындамалары подқа немесе пештің отырғызу механизмінің жазықтығына түсіріледі.
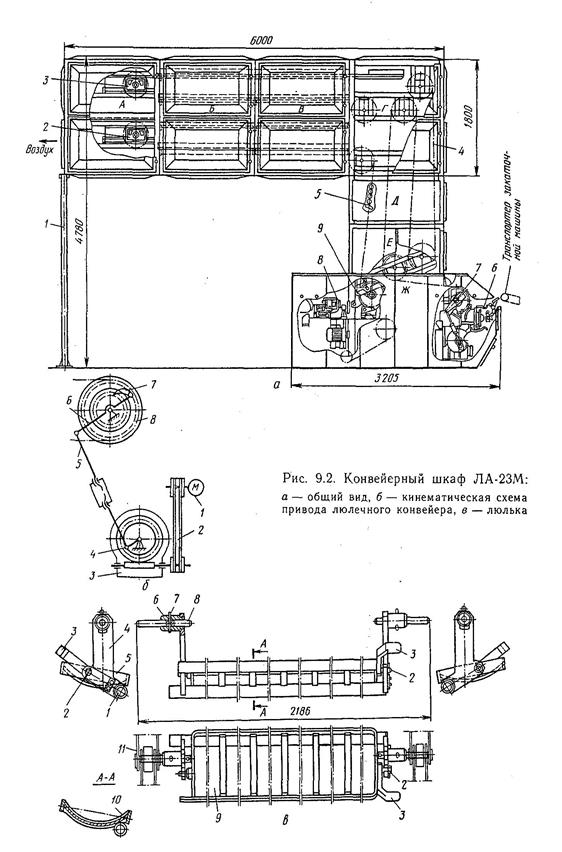
1 – сурет. ЛА-23М конвейерлік шкафы:
а – жалпы көрінісі; б – бесікшелі конвейер жетегінің кинематикалық сызбасы; в – бесік.
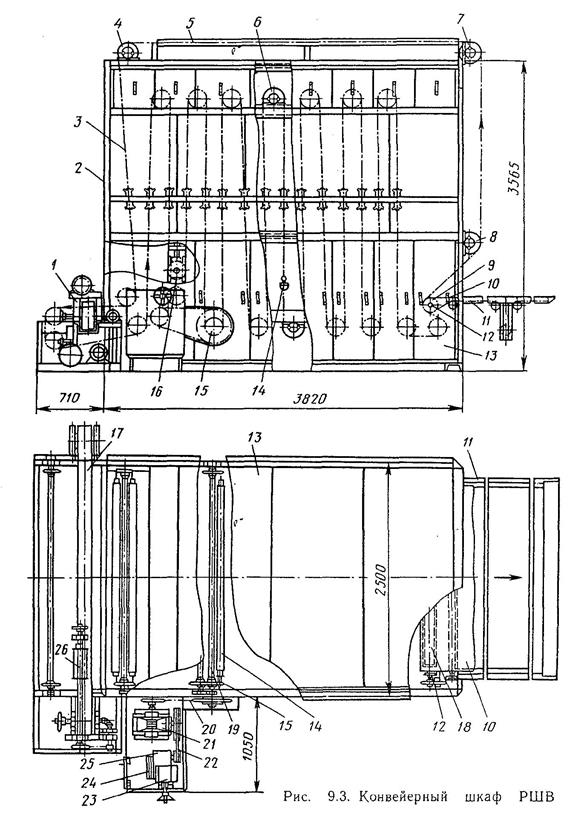
2 – сурет. РШВ конвейерлік шкафы.
Ұстау шкафындағы ортаның оптималды температурасы мен ылғалдылығын Г секциясындағы құбыр арқылы желдеткіштен шкафқа ауа беру арқылы қамтамасыз етіледі (1, а – сурет қараңыз). Шкафтан шыққан пайдаланылған ауа А секциясындағы патрубок арқылы әкетіледі.
Ұсақ даналы және тоқаш өнімдерінің дайындамаларын толықсытуға арналған шкаф. (2 – сурет). Тік тізбекті конвейері бар шкафтарға жатады. Өнімділігіне байланысты торлы подының ауданы 25, 40 және 50 м2 болатын пештер үшін үш түрлі өлшемді шкафтар шығарылады.
Шкафтың комплектіне отырғызғыш 1 және шкаф бесіктерін түсіруге арналған және қамыр дайындамаларын пештің подына салуға арналған тасымалдағыш таспалы транспортер 11 кіреді.
Шкафтың каркасы 2 бұрыштық болаттан орындалған. Жоғарғы және бүйір жақтарынан алынатын қорщаулармен 13 жабылған. Шкафтың ішінде жұлдызшалардың 6 жиырма үш жұбы орналасқан, оларға ұстау бесіктерін 14 тасымалдайтын конвейердің 3 тізбектері тартылған. Бесік аспасының адымы тізбектің әр төрт адымы сайын қойылады. Жұлдызшалар 15 жетек білігіне 19 бекітілген. Конвейердің тартылуы тарту станциясының 16 көмегімен іске асырылады. Конвейердің 5 бос тармағы шкафтың сыртында 4, 7, 8 жұлдызшалары бойымен қозғалады, бұл бесік ұяшықтарының матасын кептіру үшін қажет. Бесіктерді тиеу таспалы транспортердің 10 барабанында 9 жүргізіледі, оның екінші ұшы пластинаның 18 дөңгеленген шетін айналып өтеді және ол қамыр дайындамаларын пештің подына салу үшін қызмет етеді.
Дайындамалар таспалы транспортер арқылы ротордың 26 қалталарына жіберіледі, одан белгіленген адыммен отырғызғыш транспортердің 17 таспасына түсіріледі. Дайындамалар толық оның үстіне түсіріліп болған кезде таспа тоқтап, арнайы механизмнің көмегімен аударылады. Бұл кезде қамыр дайындамалары толықсыту шкафының бесіктеріне түседі, ал таспа қайтадан көлденең қалыпқа енеді де, тиеу циклі қайтадан қайталана алады.
Заготовкаларды түсіру валға 12 бекітілген таспалы транспортердің 9 барабанында жүргізіледі. Оның қасынан өткен кезде ұстау шкафының бесігі таспаға жанасып, онымен бірге барабанды айналады, көлденең бөлікке шыққан кезде заготовкалар таспалы траноспортерге түседі, ал босаған бесіктер бастапқы күйіне түсіп, жоғары қарай көтеріледі.
Бесіктер конвейердің жоғарғы тік тармағымен өткен кезде кептіріледі, бұл қамыр заготовкаларының матаға жабысып қалуының алдын алады.
Конвейердің приводы электрқозғалтқыштан 23 клинбелбеулік передача 24, жылдамдық реттегіші 21, сынама белдікті беріліс 22, червякты редуктор 25 және шынжырлы беріліс 20 арқылы іске асырылады.
Бесікті конвейері тігінен орналасқан толықсыту шкафтарының өлшемдері кішкентай болып келеді, олардың дайындамаларды тиеу және түсіру операциялары толық механикаландырылған. Шкафтар пайдалануға өте қолайлы.
9.5 – сурет. Ш2-ХКА технологиялық кондиционерінің сызбасы.
Бірақ ауалы ортаның температурасы және ылғалдылығының орташа ауытқуларының айырмашылығы контейнерлердің жоғарғы және төменгі бөліктерінде сәйкесінше 5-7°С және 10-15% жетуі мүмкін. Бұл өнімдердің сапасын төмендетеді.
Дөңгелек подтық нанның заготовкаларын ұстауға арналған шкафтар (9.4 – сурет). Подының аудандары 25, 40 және 50 м2 болатын пештері бар ағынды автоматтандырылған желілер үшін үш түрлі өлшемді шкафтар шығарылады. Әр өлшемді шкафтардың конструкциялары бірдей болады, бірақ олар бір-бірінен көлденең секциялар мен бесіктердің санымен ерекшеленеді.
Шкафтың комплектіне жеткізуші таспалы транспортер 5, маятникті типті отырғызғыш 4, бесіктерден пештің подына заготовкаларды түсіру механизмі 2, басқару пульті 6 және шкафқа кондиционирленген ауа беруге арналған патрубоктар 13 кіреді. Конвейерлік шкаф унифицирленген секциялардан 1 жиналған каркас түрінде болады. Шкафтың консольдік бөлігі тұғырларғы 14 тіреледі. Каркаста бесікті конвейер монтаждалған, ол тізбекті жұлдызшалардың тоғыз жұбынан және адымы 100 мм болатын екі шексіз втулкалы-роликті тарқыш тізбектерден 9 тұрады. Жұлдызшалар 3 приводтық болып табылады, ал жұлдызшалардың екі жұбы 11 және 12 – созылмалы болып табылады. Тізбекке әр үш буын сайын 300 мм адыммен шарнирлердің көмегімен сегіз қалталы бесіктер ілінген, олар массасы 0,8-1,0 кг қамыр заготовкаларына арналған. Бесікті конвейер арасында тоқтап тұрып периодты қозғалады.
Конвейерлік шкаф қолдан және автоматты режимдерде жұмыс істей алады. Автоматты режимде қамырды бөлгіш периодты жұмыс істейді және әр сегіз қамыр заготовкасын шығарған соң тоқтайды. Бөлгіштің қосылуы пеште орналасқан датчик арқылы іске асырылады. Сегіз қамыр заготовкалары кезекпен домалатқыштан ұн шашатын механизммен 7 жабдықталған таспалы транспортерге 5 келіп түседі. Иілгіш пластиналардың 8 астынан өтіп, заготовкалар 180° бұрылады және оларды конвейер бесігінің қалталарына салатын маятникті отырғызғышқа беріледі. Бесікке сегіз заготовканы салған соң датчик конвейердің электрқозғалтқышын қосады, нәтижесінде тізбектер бесіктердің бір адымына ауысып, ұстау ұзақтығын реттеуші механизмнің соңғы ажыратқышымен тоқтатылады.
Бесік түсіруші тіреулерге 2 жеткен кезде оның кассетасы аударылады да, қамыр заготовкалары пештің подына 15 салынады. Бесік кассеталарының бастапқы күйге оралуы келесі екі түреудің көмегімен жүзеге асырылады. Өнімдерді тұйық пештерде бесіктің подында пісірген кезде шкаф конвейерінің бесіктерінен қамыр заготовкаларын түсіру отырғызу механизмінің жазықтығына жүргізіледі.
Технологиялық кондиционерлер. Ұстау шкафтарындағы ауаның температурасы мен ылғалдылығы заготовкалардың беті кеуіп кетпейтіндей және ылғалданбайтындай деңгейде ұсталып отыруы керек, яғни қамыр заготовкалары бетінің температурасы ылғалданған термометр мен шық нүктесі температураларының интервалында болуы керек. Ауалық ортаның оптималды параметрлерін кондиционер қамтамасыз етеді.
Дата добавления: 2015-05-05; просмотров: 4219;