Ремонт буксового прорізу бокової рами
До встановлення фрикційних планок вимірюють відстань між стінками ресорного прорізу бокової рами та зовнішніми напрямними буксових прорізів. Різниця між ними не повинна перевищувати 3 мм.
При більшій різниці відповідні буксові щелепи наплавляють із подальшим механічним обробленням до розмірів за креслениками, за умови, що ширина буксового прорізу понад 342 мм при деповському і понад 338 мм при капітальному ремонтах (таблиця 5.2).
Знос напрямних площин для букс допускається по ширині буксового прорізу не більше 2 мм на сторону при деповському ремонті і вимірюється в місцях найбільшого зносу.
Зношені вертикальні напрямні площини в буксовому прорізі (упорні поверхні) відновлюються зносостійким наплавленням із забезпеченням твердості від 240 НВ до 300 НВ із подальшим механічним обробленням до розмірів (  мм).
мм).
Дозволяється оброблення площин вертикальних напрямних шліфувальними машинками за умови відсутності зазору понад 1мм між кутником (кут 90°) та напрямними вертикальних площин буксового прорізу по всій висоті.
За базову поверхню приймають опорну поверхню буксового прорізу.
База бокової рами візка вимірюється шаблоном у місцях на відстані 60 мм від нижньої кромки щелепи (рисунок 5.6). Фактична величина бази кожної бокової рами записується при капітальному ремонті в картку ремонту візків, при деповському - в Журнал обліку візків, випущених із деповського ремонту - додаток Г (розмір М).
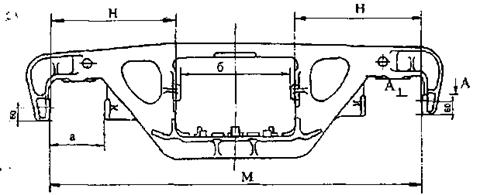
Рисунок 5.6 - Бокова рама візка моделі 18-100
Примітка 1. М - Різниця баз у двох бокових рам не більше 2 мм
Примітка 2. Контроль базового розміру М проводити на відстані 60 мм від нижньої частини щелепу із двох сторін. За дійсний розмір приймається максимальний. При цьому різниця вимірювань розміру М не повинна перевищувати 1 мм при нерівномірному зносі напрямних.
Примітка 3.Розміри Н, заміряні з двох кінців бокової рами,не повинні відрізнятися між собою більше ніж на 3 мм.
У бокових рам приливки опорних поверхонь буксового прорізу з місцевими зносами обробляються на верстаті по всій площині до залишкової висоти приливка не менше 0,5 мм і не більше 3 мм. На оброблені опорні поверхні встановлюються змінні зносостійкі прокладки згідно з Інструкцією ЦВ-0057.
Дозволяється ремонтувати опорні поверхні в буксових прорізах бокових рам із спрацюванням до 4 мм у тіло рами, використовуючи композиційний матеріал згідно з вимогами Інструкції ЦВ-0088.
Оброблені опорні поверхні обох прорізів рами повинні бути в одній площині (різниця висот опорних поверхонь не повинна перевищувати 0,5 мм). Після фрезерування не допускаються підрізи стінок буксового прорізу. Напливи, задирки та нерівності в місцях переходу від обробленої поверхні до необробленої по радіусу 55 мм необхідно зачистити.
Отвір у корпусі рами, за який кріпиться накладка буксового прорізу, очистити від ливарних напливів без пошкодження тіла рами (допускається застосування кисневого різака).
При надходженні в ремонт бокових рам, на опорних поверхнях яких у буксових прорізах були встановлені змінні накладки, накладки знімають і проводять дефектоскопію бокових рам.
При капітальному ремонті на опорні поверхні встановлюють нові змінні накладки.
При деповському ремонті допускається повторна установка змінних накладок, які не мають:
- тріщин на корпусі накладки або на зносостійкій пластині;
- відколів на зносостійкій пластині;
- тріщин зварного шва між зносостійкою пластиною і корпусом накладки;
- нерівномірного зносу опорної поверхні зносостійкої пластини відносно незношеної її частини понад 2 мм.
Втулки кронштейнів бокових рам візків при капітальному ремонті замінюють новими. Втулки, у яких отвори для валиків підвіски тріангеля розроблені більше, ніж на 1 мм, та які мають тріщини і відколи, придеповському ремонті замінюють новими. При зносі отворів кронштейна бокової рами для валика підвіски (дефект 7, рисунок 5.5), розсвердлюється для встановлення металевої втулки з вимогами Комплекту документів ЦВ-0091.
Ремонт фрикційних планок
При деповському ремонті типові фрикційні планки замінюють при зносі по товщині більше 3 мм, а при капітальному, незалежно від їхнього стану, замінюють на складені згідно з проектом С 14.01 або на фрикційні планки згідно з Інструкцією С 03.04.
При проведенні капітального ремонту візків, модернізованих за проектом С14.01 та відповідно до вимог Інструкції С 03.04, зноси фрикційних планок не допускаються. Зношені фрикційні планки наплавляють із подальшим механічним і термічним обробленням або замінюють новими.
У фрикційних планок, які знімаються при ремонті, обов'язково перевіряється твердість. Для виміру твердості дозволяється використовувати твердомір динамічний мікропроцесорний ТДМ-1 або подібний йому за технічними характеристиками.
При деповському ремонті візків, модернізованих згідно з проектом С 14.01, допускається знос:
- фрикційної планки товщиною 10 мм - до 1,5 мм;
- фрикційної планки товщиною 6 мм - по товщині до 2 мм.
При деповському ремонті візків, модернізованих згідно з вимогами Інструкції С 03.04, знос фрикційної планки допускається не більше 2 мм.
Фрикційні планки з тріщинами та відколами замінюються на нові.
фрикційні планки, приклепані до опорної поверхні в вертикальній площині, повинні бути непаралельні, розмір між планками повинен збільшуватись донизу від 4 мм до 10 мм (рисунок 5.7).
Непаралельність фрикційних планок в горизонтальній площині - не більше 3 мм.
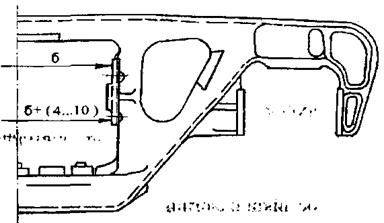
Рисунок 5.7 - Непаралельність напрямних бокових рам
При встановленні нових фрикційних планок, отвори в боковій рамі під заклепки розсвердлювати до діаметра 21+0,84 мм.
Фрикційні планки, які приклепані до опорної поверхні, повинні щільно прилягати до неї, при цьому допускається:
- місцеві нещільності між сполучними поверхнями (в проміжках між заклепками) не більше 1 мм;
- у зоні головок заклепок - місцевий зазор на 1/3 по колу головки заклепки, за умови, що щуп 1 мм не повинен доходити до стержня заклепки;
- відхилення головки заклепки над площиною планки не допускається;
- западання головки заклепки відносно площини планки не більше 0,5 мм;
- кільцева канавка між головкою заклепки і роззенкованим отвором планки шириною не більше 2 мм.
Забороняється ослаблені заклепки фрикційних планок заварювати, підтягувати та підчеканювати. Заклепки діаметром 20 мм повинні відповідати вимогам ГОСТ 10299 та ГОСТ 10301. Головки заклепок, які виступають за робочу поверхню фрикційної планки, повинні бути зачищені до рівня основного металу. Зусилля гарячого клепання повинне бути не менше 25 тс. Температура нагрівання повинна бути в межах від 1050 °С до 1100 °С.
Після ремонту розміри бокових рам усіх модифікацій повинні відповідати наведеним у таблиці 5.2 і на рисунку 5.6.
Таблиця 5.2 Розміри бокових рам візків моделі 18-100 вантажних вагонів
| Позначення розміру | Розмір рам, мм | |||
| За робочими креслениками | Допускається без ремонту | |||
| При деповському ремонті | При капітальної ремонті | |||
| а | 335  
| 342,0 | 335
| |
| б | 636 -8 /636 -6 * | 642,0 | 636 -8 /636 -6 * | |
| в | 160 
| 155,0 | 160
| |
| М | 2185 
| не більше 2200 | 2185
|
*- для бокових рам виготовлення з 1997 року
Дата добавления: 2015-02-28; просмотров: 2148;