Построение технологических процессов для корпусов 3 группы.
Крупногабаритные маложесткие корпусные детали могут быть сварными или литыми. Технология механической обработки сварного корпуса после сварки и термической обработки примерно такая же, как и литого корпуса. Фланец обрабатывают методом обкатки, затем механическая обработка.
При изготовлении сварного корпуса в начале проводится обработка его отдельных элементов. Фланцевые элементы в начале штампуются или раскатываются и проводится их предварительная механическая обработка. Отдельные элементы сварного корпуса формируются из листовых материалов. Проводится раскрой листа – формообразование методами холодной штамповки, сварка отдельных штампованных элементов и их дополнительное формообразование (гибка после сварки). Далее проводится механическая обработка стыковых поверхностей для окончательной сварки корпуса. Сборка корпуса проводится в стапеле. Каждый из свариваемых элементов устанавливается на базовые и проводится пригонка стыковых поверхностей. Далее в стапеле проводится прихватка отдельных дуговых элементов ручной аргонно-дуговой сваркой. После этого корпус устанавливается на машинку автоматической сварки, на которой провариваются все стыки. Для снятия сварочных напряжений корпус подвергается термической обработке. Далее проводится механическая обработка литых и сварных корпусов по аналогичной технологии. Необходимо провести токарную обработку
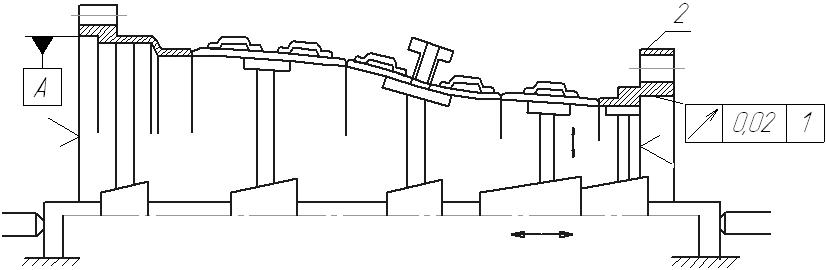
Кроме того, образуются отверстия во фланцах (под болты), а также различные элементы на боковых поверхностях корпуса. Операция механической обработки конструкционных поверхностей является очень ответственной и может проводиться на различном оборудовании. Высокое качество и производительность достигаются при обработке двух торцев по первой технологической схеме. Корпус устанавливается на специальные оправки по внутренним поверхностям при использовании приспособления, схема которого соответствует схеме стапеля сборки. Данная наладка устанавливается в центрах на крупногабаритном токарном станке. Часто такие корпусные детали обрабатываются по второй технологической схеме на токарно-карусельных станках. Установка проводится с выверкой (см. обработку дисков ГТД).
Обработка элементов на боковых поверхностях корпуса чаще всего проводится на расточных станках.
Дата добавления: 2015-01-19; просмотров: 1182;