Операция разметка.
Она проводится в заготовительном цехе. Разметчик выставляет заготовку на разметочной плите с помощью универсальной разметочной оснастки. Фиксируется ось детали, измеряется положение необрабатываемых поверхностей, и от оси наносятся размеры, заданные в чертеже детали. На поверхности прочерчиваются 2 риски. Одна настроечная, ее положение соответствует заданному размеру, другая контрольная (на 1 мкм от основной). Разметка – это «выкраивание» детали из конкретной заготовки. Иногда в процессе разметки заготовка отбраковывается. Наличие этой операции снижает производительность. При разметке определяются центры отверстий и наносятся раперные точки. Необходимость этой операции устанавливается с помощью размерного анализа.
l5 = Kp2
l4 = Kp1
l3 - l4 = r2, l1 - l3 = r1.
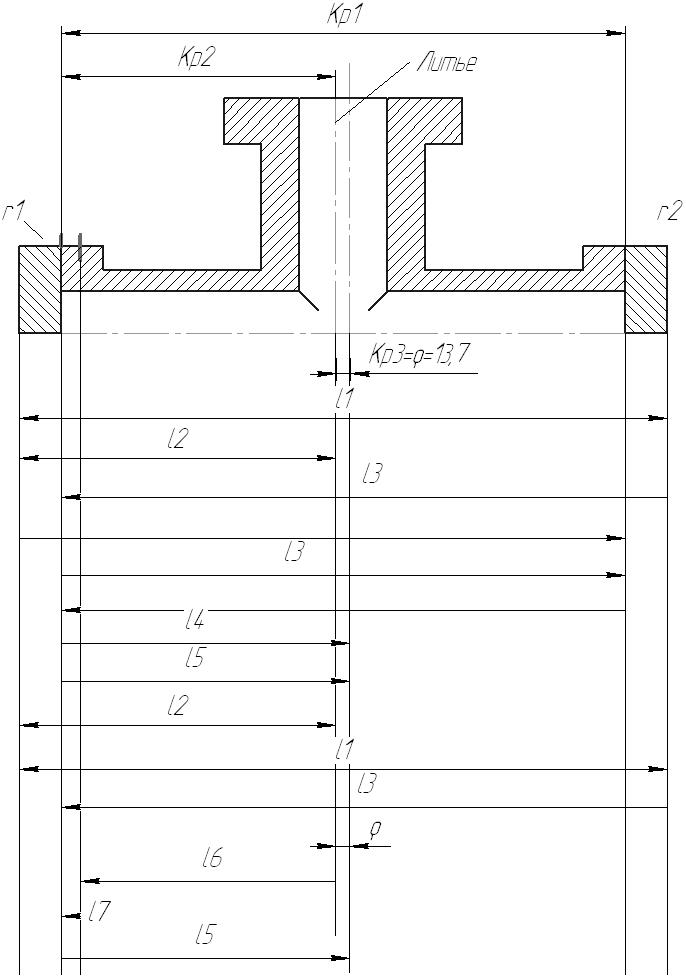
ρ = l5 + l3 - l1 + l2 = 0
| ρ = l5 - l3 + l1 + l2 |
1 ≥ 0,3 + 0,5 + 1,5 + 1,1 (1 ≥ 3,4)
Вводим операцию разметка. Разметчик фиксирует ось при литье:
ρ - l5 + l7 + l6 = 0
ρ = l5 - l6 - l7
1 ≥ 0,3 + 0,2 + 0,2 (1 ≥ 0,7)
Дата добавления: 2015-01-19; просмотров: 1093;