Общие принципы построения технологических процессов.
Заготовки лопаток получаются методами горячего деформирования, но в современных двигателях заготовки лопаток турбины получаются методами специального литья.
Заготовки лопаток компрессора могут быть припусковыми (припуск до 1 мм) – получаются методом высокоскоростной штамповки, среднеприпусковые (припуск до 2,2 мм) – методами изотермической штамповки, высокоприпусковые (припуск более 2,2 мм).
Заготовки лопаток турбины получают методами литья с направленной кристаллизацией или литья монокристаллических лопаток. Заготовки безприпусковые по перу. Эти методы литья реализуются следующим образом: литье по выплавляемым моделям, нагрев металла, заливка и кристаллизация.
Осуществляется внутри тоннельной печи. Температура в печи переменная как по длине, так и по сечению. При определенной температуре металл расплавляется и заливается внутрь формы. Кристаллизация начинается в замке лопатки (холодная зона) и постепенно перемещается вдоль пера. Кристаллы растут вдоль пера по мере затвердевания металла. Монокристаллические лопатки формируются также, но в замке устанавливается вольфрамовая «затравка».
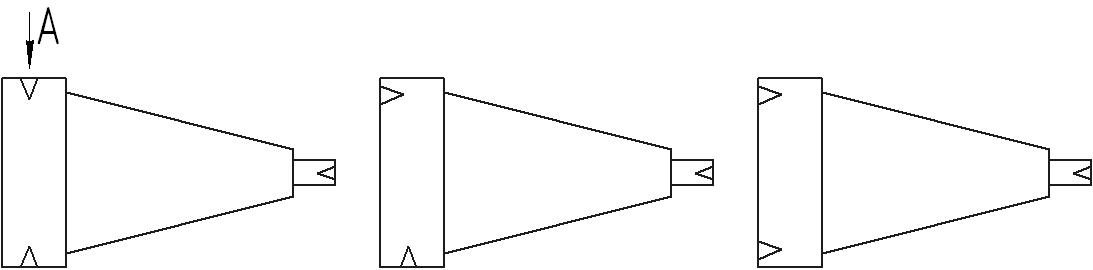
При изготовлении лопаток из малоприпусковых заготовок необходимо проверять расположение припуска, т.е. выявлять оптимальное расположение готовой лопатки внутри каждой конкретной заготоки с таким условием, чтобы припуск во всех точках пера был примерно одинаковым, т.е. поверхности эталонной лопатки должны быть эквидистантны поверхностям заготовки. Расположение припуска проверяется при установке лопаток по перу в кассеты или брикеты, а ткже с помощью устройства АРП-1 – автомата расположения припуска. В этом автомате в течение 30 с проводится измерение положения заготовки с помощью измерительных стержней. Их длина настроена по эталонной лопатке. Найденной оптимальное положение заготовки может фиксироваться с помощью зацентровки или с помощью станочной оснастки, если автомат встроен в станок, формирует постоянные технологические базы.
Так как лопатки имеют плохие технологические базы, то для их надежного базирования в конструкцию заготовки вводится специальный элемент – технологическая бобышка.
Базирование лопаток по перу проводится по следующим поверхностям:
1. Поверхность корытца (иногда спинки),
2. Дополнительный упор по двум точкам на входной кромке,
3. Одна точка на трактовой поверхности замковой полки со стороны входной кромки.
Дата добавления: 2015-01-19; просмотров: 1296;