Построение технологических процессов для корпусов 1 и 2 групп.
В большинстве случаев в качестве черновых баз используются проверочные базы, т.е. разметочные риски. Заготовка устанавливается в специальное приспособление на опоры. Перемещением опор заготовка выравнивается таким образом, чтобы риски совпали с контрольными элементами приспособления. В первой операции обрабатываются базовые поверхности, т.е. фрезеруется или подрезается торец и обрабатывается два точных отверстия. Далее заготовка устанавливается на 3-5-ти координатный многоинструментальный станок ЧПУ. Далее последовательность обработки поверхностей определяется технологом из условия обеспечения высокой точности обработки и максимальной производительности. При этом обрабатываемыми поверхностями являются точные отверстия для подшипниковых узлов, фланцы для крепления стакана-подшипника и крепежные резьбовые отверстия. При определении последовательности обработки необходимо анализировать время на позиционирование заготовки, перемещение инструмента, смену инструмента и т.д.
Для обеспечения точности анализируется влияние жесткости инструмента на точность, точность позиционирования заготовки и инструмента.
Пример: требуется высокая соостность отверстий 1 и 2.
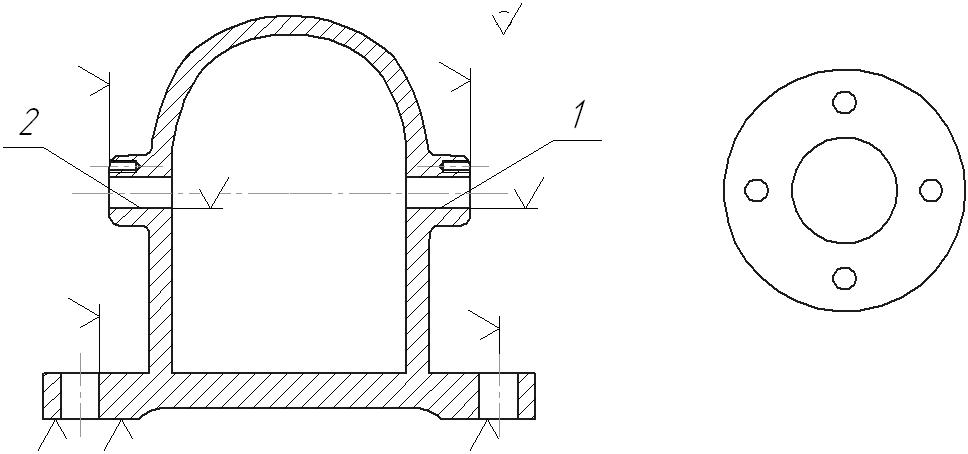
Заготовка базируется по плоскости и двум отверстиям. Далее проводится расточка поверхности 1. Анализируется время на расточку поверхности 2 в следующем переходе или после окончательной обработки всех поверхностей на первом фланце.
Дата добавления: 2015-01-19; просмотров: 830;