Метод групповой взаимозаменяемости
Сущность метода состоит в том, что детали сопряжения, изготовленные в пределах широких допусков рассортировывают перед сборкой на несколько групп в более узких пределах допуска, а затем производят сборку соединений из валов и отверстий одноименных размерных групп (селективная сборка). Такая сборка позволяет повысить точность сопряжения во столько раз, на сколько групп рассортировывают детали.
Групповая взаимозаменяемость позволяет решить триединую задачу: повысить качество и надежность соединения, снизить затраты на единицу продукции, обеспечить высокую технологичность изготовления и сборки.
Качество и надежность соединения определяется соблюдением в заданных жестких пределах допустимых величин зазоров или натягов. В точных соединениях таких как плунжерные пары, гидроцилиндры, поршневые группы, величины допусков весьма ограничены. Изготовление деталей таких соединений на выпускаемом промышленностью оборудовании невозможно или экономически нецелесообразно. Например, в соединении шток – цилиндр в гидроцилиндре величина зазора должна находиться в пределах от 2 до 6 мкм.
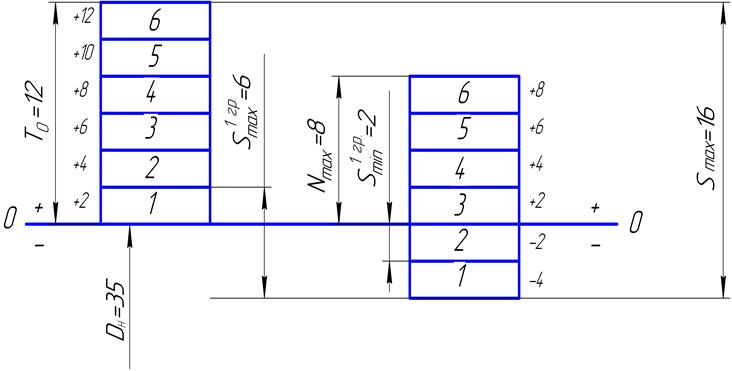
Из выражения Тs= Smax. – Smin. = TD + Td = 6-2 = 2 + 2 следует, что допуск на обработку штока и цилиндра должен быть равным 2 мкм. При диаметре соединения от 30 до 50 мм детали необходимо изготавливать по второму квалитету, что экономически нецелесообразно и технически сложно.
Изготовив детали в более широких пределах допуска (ТD = Td = 12 мкм) и разделив их на шесть размерных групп, получаем необходимую для эксплуатации величину зазора.
 | |
| |
| | |||||||
| | |||||||
| | |||||||
| | |||||||
| | |||||||
| | |||||||
| | |
Дата добавления: 2017-12-05; просмотров: 1244;