ИЗГОТОВЛЕНИЕ РОТОРА
Все роторы можно отнести к одному из следующих конструктивных типов (рис. 5.9) : дисковые, барабанные, смешанной, или сложной конструкции. По способу изготовления роторы могут быть цельноковаными, когда весь ротор, не считая мелких деталей (гребни, втулки и т. п.), откован из одного куска металла, и составными — из двух или большего числа крупных поковок. После статической выполняют динамическую балансировку.
Изготовление сварно-литых корпусов. Технологический процесс составляют следующие основные операции:
1) подготовка деталей отливок, входящих в узел корпуса, к механической обработке; пескоструйная или дробеструйная очистка отливок; осмотр и устранение дефектов литья;
2) разметка деталей отливок и контроль их размеров;
3) черновая токарная обработка всех поверхностей деталей отливок;
4) чистовая токарная обработка поверхностей, образующих проточную часть, и посадочных поверхностей;
5) выявление дефектов литья внешним осмотром и устранение их заваркой;
6) зачистка мест заварки дефектов;
7) обработка фасонных прорезей и деталей корпуса под стойки;
8) сборка и сварка узлов корпуса;
9) гидравлическое испытание рабочих полостей корпуса;
10) термообработка узла корпуса для снятия внутренних напряжений;
И) разметка узла корпуса;
12) фрезерование плоскостей и расточка посадочных поясков под установку агрегатов, сверление крепежных отверстий и нарезание резьб;
13) проверка на герметичность сварных швов;
14) выявление мест нарушения герметичности швов и дефектов литья, разделка их, заварка и зачистка;
15) окончательная токарная обработка поверхностных фланцев и посадочных поясков;
16) сверление крепежных отверстий и отверстий под установочные болты на фланцах корпуса, нарезание резьбы в резьбовых отверстиях;
17) установка и крепление на узел корпуса направляющих аппаратов, штуцеров, заглушек и др.;
18) промывка и консервация корпуса.
ОБЩАЯ СБОРКА ТУРБИНЫ
Значительная доля трудоемкости изготовления ГТЗА приходится на слесарно -сборочные, пригоночные и сварочные работы. Например, в среднем и крупном турбостроении трудоемкость, приходящаяся на эти работы, достигает более 50 % общей трудоемкости изготовления агрегата.
Слесарно -сборочные работы выполняют в механосборочном цехе. Обычно механосборочный цех имеет стенды, на которых изготовленные турбозубчатые агрегаты проходят испытания.
Изготовление редукторов
Редуктор выполняет функцию согласования оптимальной частоты вращения валов быстроходного двигателя и тихоходного движителя. Судовой редуктор состоит из нежесткого литосварного корпуса, в котором размещается одно- или многоступенчатая зубчатая передача. В судовых установках большой мощности используют редукторы с цилиндрическими зубчатыми передачами, а малой мощности — с коническими зубчатыми колесами. Каждая ступень редуктора состоит из ведущей и ведомой {колесо) шестерен. В планетарных передачах между шестерней я колесом может быть расположено промежуточное звено — сателлит. С целью повышения возможности передачи наибольших крутящих моментов шестерни выполняют в шевронном варианте, как правило, сборного типа (рис. 7.1, 7.2). Диаметры шестерен могут достигать 500 мм; диаметры колес — 4000 мм; длина рабочей части обоих полушевронов— 1600 мм.
. Судовые турбинные зубчатые передачи выполняют по 4-й и 5-й степеням точности ГОСТ 1643—81.
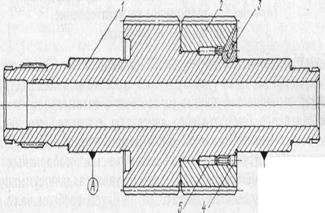
Рис. 7.1. Шестерня ведущая в сборе
1- вал-шестерня; 2 —шестерня; 3 — косой радиальный штифт; 4, 5 —штифты осевые
Шероховатость боковых поверхностей зубьев и контрольных буртов или поясков — Ra^l,25 мкм; поверхностей базового торца и вершин зубьев — Ra^.2,5 мкм.
Материалы и заготовки.Зубчатые колеса, их ободья и зубчатые венцы изготовляют из легированных и конструкционных сталей по ГОСТ 4543—71
7.2. Изготовление и сборка шестерни
Общие рекомендации по изготовлению шестерен и колес.Зубо-обрабатывающие станки должны размещаться в виброизолированных помещениях, оборудованных термостатическими установками для поддержания постоянной температуры воздуха. Остановка станка в процессе обработки зубьев не допускается.
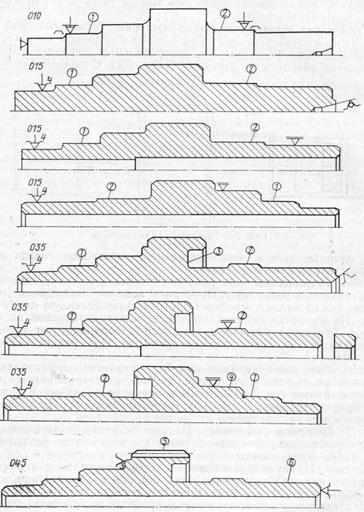
Технология изготовления вала-шестерни. Технологический процесс изготовления вала-шестерни состоит в основном из токарных, зубофрезерных, фрезерных и шлифовальных операций, перемежающихся операциями контроля.
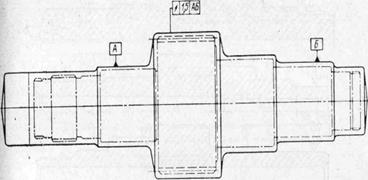
Рис. 7.3. Заготовка вала-шестерни
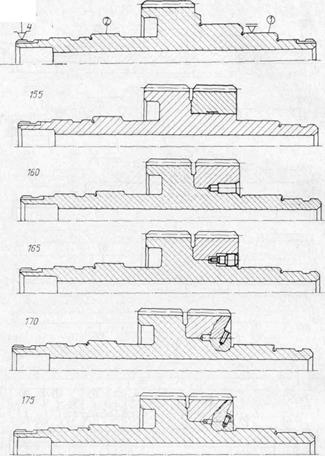
Таблица 7.2. Эскизы к технологическому процессу изготовления вала-шестерни
Продолжение табл. 7.2
Технологический процесс изготовления корпуса редуктора
Технологический процесс изготовления корпуса редуктора включает следующие основные этапы:
— разметка и вырезка деталей из листа;
— предварительная обработка литых деталей;
— сборка и сварка промежуточных узлов;
— сборка, сварка и термообработка верхней и нижней частей корпуса, крышек и поддона;
— раздельная механическая обработка узлов корпуса;
— сборка верхней и нижней частей корпуса;
— совместная механическая обработка собранного корпуса — расточка подшипников.
Стендовые испытания турбозубчатого агрегата
Во время стендовых испытаний проверяют качество сборки отдельных узлов, а также согласованность в работе всего агрегата.
При испытании ГТЗА можно выделить две схемы: испытание вхолостую и испытание под нагрузкой, если стенд оборудован нагрузочными средствами (например, гидротормозом).
Очень часто в целях экономии затрат и времени сдаточные испытания совмещают с наладочными испытаниями, при которых ГТЗА работает установленное время, требуемое для сдаточного режима. После окончания сдаточных испытаний ГТЗА подается на сборочный участок для вскрытия и осмотра всех узлов. Дефекты, отмеченные в ведомости дефектов, устраняют, предъявляют исправленные детали и узлы ОТК и представителю заказчика, после чего агрегат подготавливают к закрытию для отправки на судно.
Детали и узлы необходимо подвергнуть соответствующей консервации. судна.
После закрытия все агрегаты окрашывают по соответствующим технологическим процессам, комплектуют и упаковывают в специальную тару для передачи всего ГТЗА заказчику.
Дата добавления: 2017-10-09; просмотров: 2180;