ИЗГОТОВЛЕНИЕ ВСПОМОГАТЕЛЬНЫХ МАШИН И МЕХАНИЗМОВ
(рулевых машин, хладоновых компрессоров, шпилей и т.п.)
Технологический процесс изготовления включает:
1) получение заготовок;
2) обработку деталей;
3) узловую и общую сборку;
4) испытания.
Основное оборудование при изготовлении – это различные металлообрабатывающие станки и стенды испытаний.
ИЗГОТОВЛЕНИЕ РУЛЕВОЙ МАШИНЫ
Рулевая машина состоит из следующих основных конструктивных узлов: привода к баллеру (румпель, гидравлические цилиндры, плунжеры, ползуны); насосов постоянной или переменной производительности; электроприводов насосов; аварийного привода; системы управления и масляного трубопровода с ручным насосом, арматурой и баками.
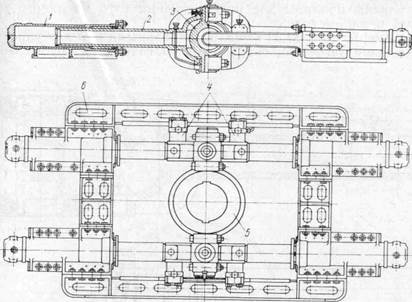
Рис. 17.1. Привод к баллеру руля рулевой машины в четырехцилиндровом
Исполнении
Цилиндры (рис. 17.2) небольших рулевых машин изготовляют цельными, а больших размеров (для упрощения получения заготовки и обработки) — сварными либо собранными из двух частей: цилиндра и донышка.
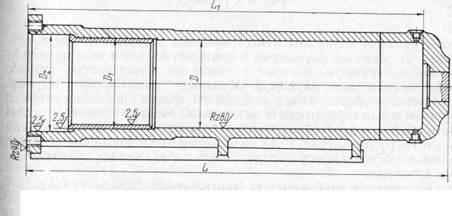
Рис. 17.2. Цилиндр
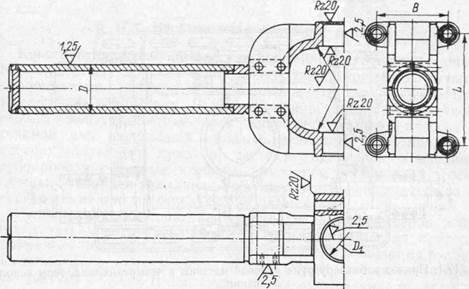
Рис. 17.3. Плунжер
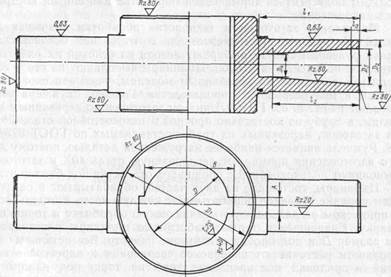
Рис. 17.4. Румпель
Основные детали должны обладать высокой прочностью, иметь большую точность взаимного расположения, высокую точность и шероховатость рабочих поверхностей.
Цилиндры, состоящие из двух частей, обрабатывают в следующем порядке. Вначале обрабатывают каждую часть в отдельности с припуском на дальнейшую механическую обработку и торцы под сварку. Чтобы получить высокую точность соосности и параллельности, расточку ведут двух пар цилиндров с проверкой индикатором их установки по поверхности сопряжения с направляющими балками с точностью 0,01 мм. При этом вначале растачивают поверхности первой пары цилиндров, а затем, не изменяя установку шпинделя по вертикали, — второй пары цилиндров одной рулевой машины.
Общую сборку рулевой машины выполняют из следующих комплектов: привода баллера руля, привода к датчику, агрегата насосов, масляного трубопровода с арматурой, насосом и бачками, главной клапанной коробки.
Базовым подкомплектом сборки привода баллера руля является блок цилиндров, собираемый из двух пар цилиндров и направляющих балок и представляющий собой жесткую раму.
Общую сборку рулевой машины производят на стенде, который является и испытательным стендом.
Испытания рулевой машины на стенде.
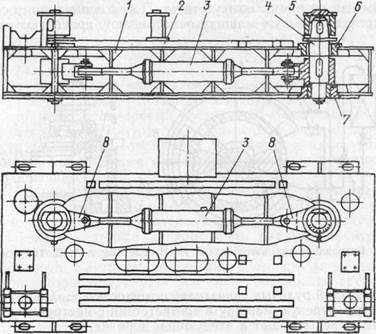
Рис. 17.6. Стенд с тормозным гидроцилиндром для испытаний рулевых машин
ИЗГОТОВЛЕНИЕ ЯКОРНО-ШВАРТОВНОГО ШПИЛЯ
Якорно-швартовные шпили бывают одноголовые и двухголовые с вертикальным расположением швартовного барабана и цепной звездочки.
Двухпалубные шпили изготовляют в виде отдельных узлов: головки с баллером, привода с редуктором и ручного привода тормоза,— из которых они собираются на стенде и на судне. Однопалубные шпили более компактны — у них отсутствует баллер; все узлы и детали располагаются в одной плоскости, что позволяет изготовлять их в агрегатном виде. Детали якорных шпилей унифицированы.
Двухпалубный одноголовый с электрическим приводом якорно-швартовный шпиль (рис. 18.1) включает в себя головку шпиля, состоящую из швартовного барабана 2, надетого на баллер на двух шпонках, и цепную звездочку 3,
2
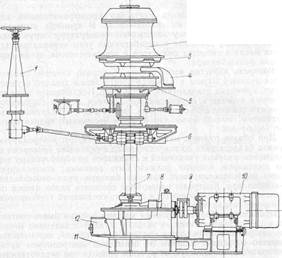
Рис. 18.1. Якорно-швартовный двухпалубный шпиль с электрическим
приводом
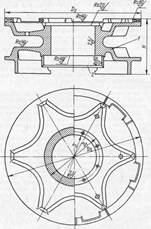
Рис. 18.2. Цепная звездочка
Общая сборка якорно-швартовного шпиля производится из следующих комплектов: головки с баллером, электрического привода с опорой и тормоза. Базовым подкомплектом электрического привода с опорой является редуктор, закрепляемый на опорной поверхности переходной рамы. Общую сборку якорно-швартовного шпиля выполняют на стенде, на котором его подвергают стендовым испытаниями. Такой стенд имеет две палубы — одну на уровне пола цеха, вторую — над ней, на высоте около 3 м. На верхней платформе (палубе) устанавливают однопалубные шпили или головки двухпалубных шпилей всех выпускаемых типов. На верхней платформе имеются также нагружатель 8, представляющий собой изготовленные заодно швартовный барабан и цепную звездочку 4,
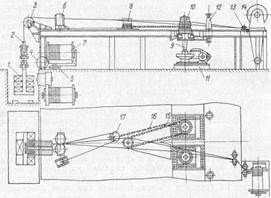
Рис. 18.4. Стенд для испытания шпилей
Дата добавления: 2017-10-09; просмотров: 1389;