КОМПОЗИЦИЯ ЗАКОНОВ РАСПРЕДЕЛЕНИЯ
Если два независимых случайных слагаемых х и у имеют плотность распределения f(x) и f (у) и их сумма z = х + у, то плотность распределения суммы

Практический смысл композиции законов распределения заключается в суммировании погрешностей.
Систематические погрешности складываются алгебраически. Систематические погрешности со случайной складываются арифметически. Например, удлинение резца в результате нагрева может быть компенсировано его износом.
Рассеивание размеров в каждый момент времени определяется факторами, независящими от нагрузки (зазором или натягом в подшипниках шпинделя, неравномерностью снимаемого припуска и др.), но оказывающими влияние на силовую нагруженность технологической системы.
Каждый из таких факторов проявляет свое действие независимо друг от друга, формируя суммарное поле рассеяния. Поэтому общее поле рассеяния размеров в партии деталей, обрабатываемых на станке по методу автоматического получения, выражается формулой
 ,
,
где 1,2 - коэффициент, соответствующий распределению Симпсона, который используется для того, чтобы учесть возможные на практике отступления распределений отдельных составляющих от закона Гаусса, а также для некоторой «гарантии точности», поля рассеяния обусловлены соответственно  - мгновенным расстоянием;
- мгновенным расстоянием;  - погрешностью базирования; w3- погрешностью закрепления;
- погрешностью базирования; w3- погрешностью закрепления;  — погрешностью приспособления;
— погрешностью приспособления;  - погрешностью регулирования;
- погрешностью регулирования;  — погрешностью изменения и
— погрешностью изменения и  - погрешностью смещения уровня настройки.
- погрешностью смещения уровня настройки.
Численные значения величин определяются для конкретных условий выполнения операций по фактическим значениям полей рассеяния или приближенным по справочникам.
Величина поля рассеяния вида обработки составляет:
0,016 - 0,039 мм - для средних револьверных станков;
0,013 - 0,036 мм - для токарных станков;
0,004 - 0,017 мм - для круглошлифовальных станков.
Величина погрешностей базирования и смещения определяется конкретными расчетами в зависимости от формы опорных поверхностей и простановки размеров, а также от величины  для данного случая.
для данного случая.
Величина поля рассеяния, связанного с закреплением и  , в среднем составляет:
, в среднем составляет:
0,05 - 0,2 мм - в тисках;
0,01 - 0,2 мм - прихватами;
0,04 - 0,1 мм - в патроне;
0,02- 0,1 мм - в зажимной гильзе.
Погрешность приспособлений  np= 0,005-0,02 мм.
np= 0,005-0,02 мм.
Рассеяние, связанное с погрешностью регулирования per, составляет:
0,01- 0,06 мм - при установке по лимбу или индикатору;
0,04 - 0,10 мм - по жесткому упору (при особо тщательном регулировании per= 0,02 мм);
0,005 - 0,025 мм - по индикаторному упору;
0,10 - 0,13 мм - по эталонной детали.
Поле рассеяния, характеризующее погрешность измерения пробных заготовок , составляет:
0,045 мм — при измерении штангенциркулем с ценой деления 0,02 мм;
0,09 мм - при измерении штангенциркулем с ценой деления 0,05 мм;
0,006 - 0,014 мм - при измерении микрометром.
Общая погрешность обработки включает в себя все поля рассеяния размеров заготовок под влиянием причин случайного характера, а также систематические погрешности обработки
 .
.
Величина  представляет собой алгебраическую сумму неустранимых при постройке станка систематических погрешностей, возникающих при обработке заготовок и влияющих на их размеры.
представляет собой алгебраическую сумму неустранимых при постройке станка систематических погрешностей, возникающих при обработке заготовок и влияющих на их размеры.
Систематические погрешности не изменяют форму кривой рассеяния размеров, а только сдвигают положения ее вершины, соответственно, увеличивая общее поле колебания размеров партии обработанных заготовок, а следовательно, и общую погрешность обработки.
Например, при развертывании партии заготовок рассеяние размеров подчиняется закону нормального распределения с полем рассеяния 6а.
При смене развертки характер рассеяния не меняется, однако вершина кривой рассеяния смещается на величину разности диаметров старой и новой разверток.
Поле суммарного рассеяния размеров, обработанных обеими развертками, расширяется на величину этой разницы.
Когда измеряется вся партия заготовок, обработанная с нескольких настроек, то форма общей кривой рассеяния искажается и отличается от формы кривой Гаусса.
Кривая может иметь несколько вершин разной высоты (рис. 46.1) соответственно числу настроек и количеству заготовок, обработанных с каждой настройки. Для уменьшения погрешностей настройки  необходимо сократить погрешность измерения пробных заготовок путем
необходимо сократить погрешность измерения пробных заготовок путем
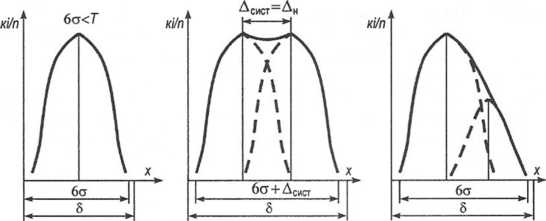
Рис. 46.1. Графическое изображение формирования композиции законов распределения: а - кривая рассеяния размеров отверстий при развертывании первой разверткой; д — кривая рассеяния размеров отверстий при развертывании второй разверткой; в - кривая суммарного рассеяния размеров отверстий
применения более точного измерительного инструмента и погрешность и  - за счет использования более точных установочных устройств и усовершенствования конструкции механизмов перемещения и отсчетных лимбов станков.
- за счет использования более точных установочных устройств и усовершенствования конструкции механизмов перемещения и отсчетных лимбов станков.
Дата добавления: 2017-06-02; просмотров: 621;