КЛАССИФИКАЦИЯ ПРИПУСКОВ НА ОБРАБОТКУ
Припуск на обработку - слой металла, снимаемый с заготовки в процессе механической обработки для получения готовой детали заданного качества. Припуски разделяют на общие и промежуточные (межоперационные).
Общий припуск - слой металла, удаляемый в процессе обработки заготовки для получения готовой детали.
Промежуточный (межоперационный) припуск - слой металла, удаляемый при выполнении отдельной операции (перехода).
Различают общий номинальный (расчетный), минимальный и максимальный припуски.
Общий номинальный припуск - разность номинальных размеров заготовки и готовой детали. Номинальный припуск необходим для изготовления технологической оснастки (приспособления, штампов, пресс-форм моделей и т. п.).
Минимальный припуск - разность наибольшего предельного размера заготовки на предшествующей операции (переходе) и наименьшего предельного размера на выполняемой операции.
Максимальный припуск - разность наименьшего предельного размера заготовки на предшествующей операции и наибольшего предельного размера на выполняемой. Этот припуск необходим для определения силы резания, мощности станка, силы закрепления заготовки в приспособлении (рис. 49.1).
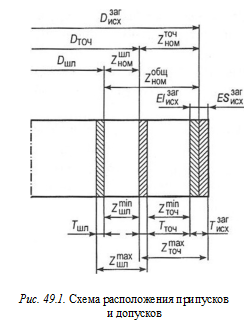
Номинальные диаметры: исходной заготовки -  ; вала после точения -
; вала после точения -  , после шлифования -
, после шлифования - 
Номинальные (расчетные) припуски на обработку -  номинальные припуски на токарную обработку и обработку шлифованием -
номинальные припуски на токарную обработку и обработку шлифованием -  и
и  , соответственно минимальные операционные припуски на токарную обработку
, соответственно минимальные операционные припуски на токарную обработку  и обработку шлифованием -
и обработку шлифованием -  , тогда максимальные определятся из соотношения
, тогда максимальные определятся из соотношения
 ,
,
где  , и
, и  - допуски для предшествующей и
- допуски для предшествующей и
последующей операции или переходов.
Общий номинальный (расчетный) припуск на обработку ZH0M определяется:
 ,
,
где  - номинальный (расчетный) припуск на определенную операцию; n- общее количество
- номинальный (расчетный) припуск на определенную операцию; n- общее количество
операции обработки детали.
Назначение чрезмерно больших припусков приводит:
• к увеличению трудоемкости механической обработки;
• потерям материала, превращающегося в стружку;
• повышению расхода режущего инструмента;
• увеличению потребности в оборудовании и рабочей силе;
• увеличению потребления электрической энергии;
• снижению точности обработки в связи с увеличением упругих отжатий в технологической системе.
Номинальный (расчетный) операционный припуск - разность номинальных размеров изделия до и после обработки на данной операции 
При определении номинального припуска для первой операции обработки, вводится его минусовая часть, расположенная от номинала «в тело», т.е. нижнее отклонение EI. При ориентировочном расчете припусков можно принять соотношение  ,.
,.
Формула для определения показывает, что всякое расширение допусков неизменно вызывает увеличение припуска на обработку для последующих операций, а это ведет к снижению производительности. При уменьшении припуска для данной операции приходится повышать точность, а следовательно, и стоимость обработки (рис. 49.2).
 Наименьший операционный припуск складывается из отдельных элементов, связанных с различными погрешностями:
Наименьший операционный припуск складывается из отдельных элементов, связанных с различными погрешностями:

где  - слой металла, который нужно удалить в связи с неровностями
- слой металла, который нужно удалить в связи с неровностями  , и дефектный слой
, и дефектный слой  , связанный с обезуглероживанием, коррозией и т. д.;
, связанный с обезуглероживанием, коррозией и т. д.;
 - слой металла, удаляемый для компенсации погрешности формы и пространственных отклонений (несоосность, непараллельность, неперпендикулярность и т.д.); Z3 - слой металла, удаляемый для компенсации погрешности установки заготовки (на смещение и повороты обрабатываемых поверхностей).
- слой металла, удаляемый для компенсации погрешности формы и пространственных отклонений (несоосность, непараллельность, неперпендикулярность и т.д.); Z3 - слой металла, удаляемый для компенсации погрешности установки заготовки (на смещение и повороты обрабатываемых поверхностей).
При обработке плоскостей, направление векторов погрешностей совпадает, тогда последняя формула приобретает вид 
Рассмотренный расчетно-аналитический метод используется в массовом и крупносерийном производстве.
Опытно-статистический метод позволяет по таблицам назначить допуски и припуски на основании опыта большого количества предприятий. Табличные припуски, как правило, завышены.
Дата добавления: 2017-06-02; просмотров: 4822;