БАСТАПҚЫ МАТЕРИАЛДЫ ДАЙЫНДАМАҒА БӨЛУ
Соғуға және көлемдік қалыптауға арналған металды өлшенген дайындамаға бөлу түржиынды қайшы мен қосиінді баспақта кесумен, суық опырушыда опырумен, метал кесуші жабыдқтарда кесумен, анодты-механикалық және қажақтық білдектерде кесумен, газдық кесумен жүргізіледі (оқулық [6] қараңыз).
Бастапқы шыбықты (кеспелтекті) бөлген кезде дайындаманың ұзындығының үлкен дәлдігін және бұйіржақтың тегістігін қамтамасыз ету керек. Осы шарттарды сақтау дайындаманы соққышқа немесе қалыпқа қоюды жеңілдетеді және жасалынатын соғылманың сапасын жоғарлатады.
Негізгі әдебиеттер 1 [1] (тарау 1, бет 9 – 58, тарау 2, бет 65 – 95, тарау 4, бет 163 – 217, тарау 5, бет 217 – 232); [2] (тарау 1, бет 5 – 20, тарау 2, бет 24 – 27, тарау 3, бет 28 – 31, тарау 4, бет 32 – 40); [4] (тарау 2, бет 41 – 80, тарау 3, бет 84 – 122).
Қосымша әдебиеттер [6] (тарау 1, бет 12 – 87).
Бақылау сұрақтары
Ұсталық соққанда және қалыптағанда қандай бастапқы дайындамаларды қолданады?
Ұсталық соққанда және қалыптағанда қандай бастапқы материалдарды қолданады?
Бастапқы материалдарды бөлудің қандай тәсілдерін білесіздер ?
Баспақ қайшыда кесуді қалай іске асырады ?
Қосиінді баспақта кесуді қалай іске асырады ?
Жылғалақ пышақта кесу үшін керекті кесу күшін қалай есептейді ?
Арада кесуді қалай іске асырады ?
Суық опыру тәсілімен кесуді қалай іске асырады ?
Суық опыру тәсілімен кескенде кесу күшін қалай есептейді ?
Газдық кесуді қалай іске асырады ?
Металды қыздыруды қалай іске асырады ?
Қыздыру құрылғыларының қандай түрін білесіздер ?
Отқабыршықты азайту үшін қыздырудың қандай тәсілдерін қолданады ?
ЫЗДЫРУ ЖӘНЕ СУЫТУ РЕЖІМДЕРІ. ЫСТЫҚТАЙ СОҒУДЫҢ МЕТАЛДЫҢ МЕХАНИКАЛЫҚ ҚАСИЕТІНЕ ЖӘНЕ ҚҰРЫЛЫМЫНА ӘСЕРІ. ҰСТАЛЫҚ СОҒУ ОПЕРАЦИЯЛАРЫ
Соғудың және ыстықтай қалыптаудың осы заманғы технологиясы дайындаманы тотықтандырмай қыздыруды, көміртексіздірілген қабатты ең кішіге дейін жеткізуді және қыздырудың жоғары мәдениетін қамтамасыз етуді талап қылады. Қыздыратын пештердің құрылымын жетілдіру тиеу-түсіру жұмыстарын механизациялау, дайындаманы аз тотықпен алу және қыздыру құрылғыларының пайдалы әсер коэффициентн (ПӘК) жоғарлату жолымен жүргізіліп келеді.
Құймакесек пен дайындаманы қыздыру тәсілдері энергия тасушының түрімен және оны қолданудың әдісімен, жылу беру жағдайымен, дайындаманың бетін тотығудан және көміртексіздіруден қорғау әдісімен сипатталады. Отынның (сұйық және газ тәрізді) жануы кезінде бөлінетін жылумен металды қыздыру жалынды пештерде іске асырылады, ал электр энергиясының көмегімен дайындамаларды қыздыру кедергі пештерінде, индукциялық, түйіспелік және электролиттік құрылғыларда жүргізіледі.
Осы кезге дейін ұсталық цехтарда қыздырудың негізгі әдісі болып массасы, өлшемдері және түрлері әр түрлі дайындамаларды қыздыруға мүмкіндік беретін жалынды қыздыру есептеледі.
Жұмыс өзгешелігі бойынша пештерді кезеңді және үздіксіз (әдістемелік) жұмыс істейтін деп айырады. Әдістемелік пештерді қолдануда артықшылық бар. Өйткені олар үздіксіздікті және өндірістің белгілі бір ырғағын қамтамасыз етеді.
Металургиялық және машинажасау заводтарында үздіксіз істейтін пештердің ішінде жартылай әдістемелік пештер ең көп таралған. Бұл пештер құрылымы бойынша қарапайым және жоғарғы меншікті өнімділлікпен бір текті дайындаманы қыздыруды сапалы жүргізеді.
Ірі-сериалы және жаппай өндірісте жартылай әдістемелік және әдістемелік пештер кеңінен қолданылады. Пештердің типі, құрылымы және өлшемдері дайындамалардың түрлеріне және өлшемдеріне ал тағыда коректі өнімділікке байланысты таңдалады.
Қыздырушы құрылғылар әрбір соғушы немесе қалыптаушы агрегаттың қасына қойылады. Олардың өлшемдері және өнімділігі ұсталық-қалыптау жабдықтарының өнімділігіне және металды қыздырудың технологиялық талаптарына байланысты анықталады.
Тоқпақта соққанда немесе қалыптағанда дайындаманы қыздыру үшін табиғи газда жұмыс істейтін жалынды пештер қолданылады. Ірі-сериялы және жаппай соғылманы өндірген кезде итеретін жартылай әдістемелі пештер қолданылады. Олардың пайдалы әсер коеффициенті 18 – 25 % болады. Пайдалы әсер коэффициенті 40 % болатын аунақша оттықты пештер тым әсерлі. Бұл пештерді қалыптаушы агрегатпен жақсы үйлестіріліп орналастыруға болады.
Соңғы жылдары көлденең немесе тік конвейері бар толық механизацияланған саңлаулы пештердің құрылымы жасалған. Конвейерлер пешпенен бір тұтас құрылым құрады. Осындай пештерді қолдану көлбеу соғу машинасы бөлімін кешенді механизациялауға мүмкіндік береді. Бұндай механизациялау дайындаманы пешке қайтаруды да қамтиді.
Жалынды қыздырудың кемшілігінің біреуі болып үлкен мөлшермен отқабыршықтың пайда болуы есептеледі. Отқабыршықтану қайтарылмайтын металл шығынының едәуір бөлімін құрайды. Сонымен қатар, соққан немесе қалыптаған кезде отқабыршық соғылманың бетіне жаншыла кіріп механикалық өңдеудің әдіпін үлкейтуге алып келеді және қалыптың тозуын 1,5 – 2 рет тездетеді.
Металды жалынды пештерде қыздырған кезде қалдық шығыны 2,5 % дейін жетеді. Осы қалдықты 0,1 – 0,5 % дейін азайту тотықтандырмайтын, шапшаң және басқа қыздыру түрлерін енгізуді талап етеді. Бұндай енгізуді толық іске асырғанда пештерді автоматтандыру және толық механикаландыру шарты талап етіледі.
Болаттан жасалған дайындаманы жалынды пештерде қыздырған кезде 1,5 – 2 мм дейін тереңдікте көміртексіздендіру байқалады. Қалдық қандай факторлардан тәуелді болса сондай факторлардан көміртексіздендіру тәуелді болады. Сондықтан қалдықты азайтатын шаралар көміртексіздендіруді де қатар азайтады.
Бетінің тазалығы жоғары дәл соғылманы алу үшін тотықтандырмайтын және аз тотықтандыратын қыздыру пештері қолданады. Дәл көлемдік қалыптау үшін отқабыршақты азайтудың әр түрлі әдістерінен өндірісте маңызды болып мына әдістер саналады: шапшаң қыздыру; әр түрлі сылақтарды және эмальдарды қолдану; «қайнама» қабатта қыздыру; сұйық қабатта қыздыру; шыныда қыздыру; вакумде қыздыру; бақыланатын атмосферасы бар электрлік және құндақты пештерде қыздыру; литий тұзының буында қыздыру.
Барлық жерде көптеп таралған жалынды қыздыру қазіргі кезде өнімділігі, жылдамдығы және қыздыру сапасы, еңбек жағдайы бойынша ұсталық-қалыптау өндірісінің өсіп келе жатқан талабын қанағаттандырмайды.
Индукциялық пештерде қыздырудың әдеттегі жалынды пештерде қыздырумен салыстырғанда бірсыпыра технологиялық артықшылықтары бар (отқабыршықтану аз болады; тұрақты температураны және кез келген қыздыру қарқынын қамтамасыз етеді; қыздырғышты тез іске қосады және тоқтатады; қыздыру процесін механизациялауға және автоматтандыруға мүмкіншілік өте үлкен, өндіріс мәдениетін жоғарлатуға болады және т.б.). Индукциялық қыздырудың техникасының дамуы, оны ұсталық-қалыптау өндірісінде кеңінен қолдануды қамтамасыз ететін деңгейге жетті. Ыстықтай қалыптаудың осы заманғы цехтарында қолданылатын индукциялық қыздырғыштардың негізгі типі болып итеретін және қадамды арқалығы бар пештер есептеледі. Дайындаманың шет жағын қыздыру үшін саңылау типті қыздырғыштарды қолданады.
Дағдылы индукциялық қыздыруды қолданған кезде металды отқабыршаққа жоғалту 0,3 % жетеді, ал тездететін индукциялық қыздыруды қолданған кезде осы отқабыршаққа жоғалтуды 0,15 % азайтуға болады. Бірақта қалыптайтын жабдыққа қыздырылған дайындаманы берген кездегі және қалыптау процесіндегі отқабыршыққа металды қосымша жоғалтуды ескерсек жалпы жоғалту мөлшері 0,5 – 1,0 % дейін көбейтеді.
Соғудың температуралық аралығы, оны білмейінше соғудың технологиялық үрдісін жасау мүмкін емес болатын негізгі бір термомеханикалық параметр болып саналады. Соғудың температуралық аралығы деп пеште металды қыздырудың ең үлкен температурасы мен соғылманы соғудың аяғындағы температура аралығын түсінеді. Соғудың температуралық аралығында жоғарғы және төменгі шектер бар. Бір ғана болат (қорытпа) үшін соғу мен қалыптаудың температуралық аралығы әртүрлі мөлшерлерге ие болуы мүмкін. Осыны, соғу тоқпақтың бірнеше соғуымен немесе баспақтың бірнеше жүрісімен, ал қалыптау механикалық баспақта немесе автоматта (тоқпақтан басқа) қағида бойынша бір жүріспен іске асырылатындығын қолданып түсіндіруге болады. Деформацияның жылулық әсері мен жылуды жоғалту соққан және қалыптаған кезде әр түрлі болады .
Соғу алдында металды пеште қыздырудың ең үлкен температурасы, яғни соғудың температуралық аралығының жоғарғы шегі, соғуды бастайтын температурамен сәйкес келмейді. Пеште қыздыру температурасы ылғида жоғары болады. Осыны, металды пештен ұсталық агрегатқа дейін тасымалдаған кезде, қыздырылған дененің беткі қабатының температурасы қоршаған ортаға сәуле шығарумен, ал тағы да сайман арқылы жылу өткізгіштікпен және жылулық тарту ағынымен дайындамның температурасы кішірейіп кететіндігін қолданып түсіндіруге болады. Массалы құймакесектің және дайындаманың ішкі қабаттарының температурасы осы кезде пеште қыздырылған температура деңгейінде қалады.
Соғудың температуралық аралығының төменгі шегі деп баспақтың соңғы жүрісі немесе тоқпақтың соңғы соғуы кезінде соғылманың беткі температурасы жететін температураны айтады (оқулық [6] қараңыз).
Соғудың негізгі операциялары. Шөктіру деп, түр өзгертетін операцияны айтады. Шөктіру процесінде дайындаманың биіктігін азайтады, ал көлденең қимасының ауданын көбейтеді.
Шөктіруді мынандай жағдайларда қолданады:
-құймакесек немесе дайындаманың қимасымен салыстырғанда соғылманың көлденең қимасын үлкен етіп алғанда;
-шөкпені үлкейткенде;
-механикалық қасиеттің анизотропиясын азайтқанда және соғылманың осьтік және көлденең бағытында осы қасиетті жақсартқанда;
-карбидтік топ болаттарының карбидін бірдей етіп бөлуге және ұсақтауға;
-дайындаманың бүйіржақ бетін түзетуге;
-қобылау алдында дайындаманың көлденең қимасын үлкейткенде.
Шөкпені үлкейту және механикалық қасиеттің анизотропиясын азайту үшін шөктіру операциясын қолданғанда, шөкпенің белгілі бір шекке дейінгі мөлшері ғана механикалық қасиетті жақсартуға дұрыс әсер ететіндігін есепке алу керек. Механикалық қасиет көлденең бағытта жақсарады және осьтік бағытта азаяды.
Қыздырудың бірдей еместігі шөктіру процесінде бойлық осьтің қисаюына және ликвация аймағының жылжуына мүмкіндік туғызады. Қабық асты ақауы бар құймакесекті алдын ала жаншу керек. Жаншуды қолдану, шөктіру процесінде ақаудың ашылуынан қорғайды.
Шөктіргенде деформация дәрежесін мынандай формуламен анықтайды:

мұндағы Нзаг және Н1 – дайындаманың бастапқы және соңғы биіктігі.
Дағдылы жағдайда шөктіргенде, деформацияның бірдей емес нәтижесінде дайындама бөшкетәріздес түрді алады.
Шөктірудің біркелкілігін жоғарылатуға мыналар мүмкіндік туғызады:
-металл және жабдықтың жанасу бетіндегі үйкелісті азайту (жабдық бетінің сапасын өңдеу арқылы жақсарту және майлайтын материалды қолдану);
-жабдық және дайындаманың бүйір жағында азкөміртекті болаттан жасалған, қалыңдығы 15–20 мм қыздырылған төселгішті қолдану;
-дайындаманың бүйір жағында майлайтын материалды ұстау үшін жазық қырнауды қолдану (тереңдігі 1–3 мм, ені 1–2 мм).
Майлау материалы ретінде құрғақ ағаш үгінділерін, машина майы бар графитті, коллоидты графит ерітіндісін (5-10%) және сұйық әйнекті қолданады.
Бойлық июді болдырмау үшін биіктігі мен диаметрінің қатынасы 2,5-тен үлкен болатын дайындаманы қолдану ұсынылмайды.
Шөктірудің әр түрлігі. Дайындаманы немесе құймакесекті сағасыз шөктіру. Мұндай шөктіруді диск типтес соғылманы жасау үшін және кейінгі қабылауға дайындаманы алу үшін қолданады.
Дайындама немесе құймакесекті сағамен шөктіру. Бұндай шөктіруді жергілікті қалыңдығы бар соғылманы алу үшін немесе кейінгі ұзартуға дайындаманы алу үшін қолданады. Жабдық ретінде жазық немесе ойық тақтаны қолданады. Төменгі тақтада саға үшін тесік жасалған.
Төсем сақинада шөктіру. Бір немесе екі шығыңқылығы бар диск және ернемек типті соғылмаларды жасау үшін төсем сақинада шөктіруді қолданады. Сақинадағы тесікті шөктіретін немесе бөлігін шөктіретін бағытқа қарай 7 0 бұрышқа дейін еңістікпен орын-дайды. Еңістік бұрышы соғылманы сақинадан шығару күрделілігімен байланысты болады. Екі сақинаны қолданып дайындаманың орта бөлімін шөктіргенде бір сақинаның ішкі тесігі еңіс болу керек.
Ұзарту деп түрөзгертетін операцияны айтады. Ұзарту процесінде дайындаманың көлденең қимасының ауданын кішірейту арқылы ұзындығын қөбейтеді. Ұзарту ішкі ақауларды жоюда және дайындаманың осьтік бағытында металдың механикалық қасиетін жақсартуға мүмкіндік туғызады.
Ұзартқан кезде дайындаманың ұзындығы және көлденең қимасы бойынша деформацияны біркелкі етуді және ішкі ақауларды толық жоюды қамтамасыз ету үшін мынандай шарттарды сақтау керек. Салыстырмалы беруді мына шектен  таңдау керек, мұндағы l – беру; h - күшпен қысу бағыты қимасының өлшемі. Әрбір өтуден кейін беру шекарасын жылжыту керек.
таңдау керек, мұндағы l – беру; h - күшпен қысу бағыты қимасының өлшемі. Әрбір өтуден кейін беру шекарасын жылжыту керек.
Соққыштың дағдылы құрылымын қолданғанда (жұмысшы беті параллельді болғанда) бөлімдеп соғуды технологиялық шарасыз жағдайда ғана рұқсат ету керек (мысалы, қуыс соғылма түзеткішті қолданып ұзартылғанда) немесе қысқа бөлімді жасағанда пайдалану керек.
Берілген кернеу күйі сүлбесінде металдың илемділік қасиеті мүмкіндік берсе, ұзартуды ең үлкен жаншумен жүргізу керек. Бірақта бұндай жағдайға құймакесекті ұзартуды қоспаған дұрыс болады. Құймакесекті ұзартқанда жаншуды 20-60 мм шекпен жүргізеді. Жаншудың мөлшері үлкен болғанда қабық астының көбікшелер ақаулары ашылып кетуі мүмкін. Нәтижесінде соғылмалардың сыртында ақаулар пайда болады.
Құймакесекте қабық асты ақаулары жоқ болса, онда айтылған сақтық керексіз болады.
Көміртекті және ортақоспалы құрылымдық болаттардың илемділік қасиеті деформация дәрежесіне шек қоймайды.
Ұзартуды жазық, ойық және құрастырылған (жоғарғысы-жазық, төменгісі-ойық) соққыштарда жүргізіледі. Ойық соққышта ұзындатудың өнімділігі жазық соққыштағыға қарағанда 20 – 40 % көп болады.
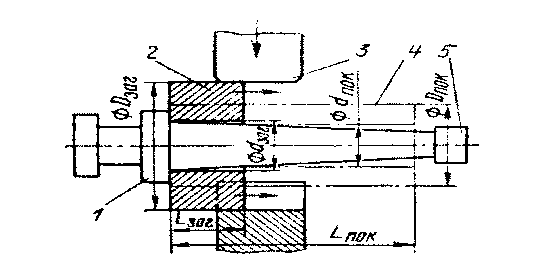
Ұзартудың әр түрлігі. Түзеткішпен ұзартуды цилиндр, қалың қабырғалы құбыр, төлке типті куыс дайындамаларды жасауға қолданады. Соғылмалар жазық немесе кемерлі болуы мүмкін (2.1 сурет). Дайындаманың ұзындығы Lзаг соғылманың ұзындығына Lпок дейін ұзарады. Осы жағдай үшін дайындаманың көлденең қимасының ауданы тек куыс дайындаманың сыртқы диаметрінің Dзаг кішіреюінің себебінен азаяды. Дайындаманың ішкі диаметрі dзаг тұрақты болып қалады (dзаг = dпок). Соғылманы түзеткіштен оңай шығару үшін соғылманы конусты етіп орындайды (конустығы 1:100 – 1:150). Түзеткіштің шыдамдылығын көбейту үшін оның ішінде тесік жасайды. Тесіктің ішімен түзеткішті суытатын сұйықты береді. Ұзартудың алдында түзеткішті қыздырылған дайындамаға енгізеді. Қыздырылған дайындама тесігінің диаметрі түзеткіштің диаметрінен үлкен болу керек. Түзеткіштің кіші диаметрі жағынан дайындаманы соғуды бастайды. Сонда соғу процесінде дайындама түзеткіштің белдемесіне қарай қозғалып оған тіреледі. Бастапқы уақытта дайындаманың бір жағындағы аяққы белдеушені соғады, ал содан кейін дайындаманың түзеткіш белдемесіне қараған жағын соғады. Бірінші кезекте дайындаманың аяққы белдеушесін соғудың себебі болып дайындаманың шет жағындағы металдың тез салқындауы есептеледі. Содан кейін соғылманы түзеткіштің белдемесіне қарама-қарсы жағынан сол түзеткіштің белдемесіне қарай соғады. Бұндай жағдайда металл дай-ындаманың осі бойымен бір бағытта ағады, яғни түзеткіштің белдемесінен оның аяққы жағына қарай. Түзеткіштің аяққы диаметрі оның белдемесі жағындағы диаметрінен кіші болғандықтан түзеткіш және соғылманың арасында өте кішкентай саңылау пайда болады, осы саңылаудың пайда болу себебінен соғылманы түзеткіштен алу күші азаяды. Соғу біткеннен кейін түзеткішті соғылмадан тез шығару керек.
| 1 – түзеткіштің белдемесі;2 - дайындама; 3 – соққыш; 4 – соғылма; 5 – түзеткіш 2.1 сурет Түзеткішпен ұзартудың сұлбасы |
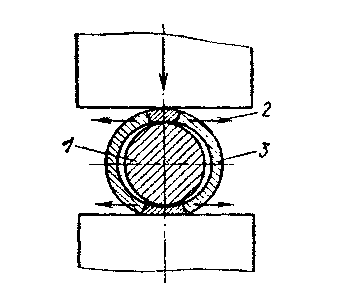
Түзеткішпен ұзартқанда ойық соққышты қолданады. Жоғарғы илемділік қасиеті бар материалды ұзартқанда құрастырылған соққыштарды қолданады. Екі жазық соққыштарды қолданып (2.2 сурет) түзеткішпен ұзартқанда соғылманың тесігінің түрі бұрмаланады, ал оның ішкі диаметрі түзеткіштің диаметрінен үлкен болады.
Түзеткішпен ұзартқанда шөкпе мынандай формуламен анықталады:

мұндағы  – дайындама қабырғасының қалыңдығы;
– дайындама қабырғасының қалыңдығы;  – соғылма қабырғасының қалыңдығы Dоср, – дайындаманың орташа диаметрі; Dпок.о – соғылманың орташа диаметрі.
– соғылма қабырғасының қалыңдығы Dоср, – дайындаманың орташа диаметрі; Dпок.о – соғылманың орташа диаметрі.
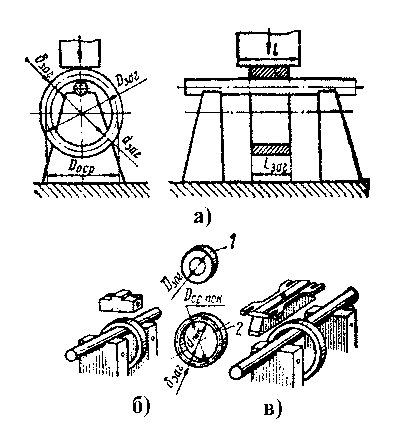
Түзеткіште кеңейжаюды (2.3 сурет) балдақты, құрсау типті салыстырмалы қысқа жұқа қабырғалы соғылмаларды жасауға қолданады. Түзеткіште кеңейжайғанда дайындаманың ішкі және сыртқы диаметрін үлкейтеді, сонымен қатар бастапқы дайындама қабырғасының қалыңдығы кішіреюінің себебінен соғылманың биіктігі азғантай үлкейеді. Бұндай жағдайда дайындаманың орташа диаметрінің жанамасының бойымен кеңейжаюы жүреді (орташа диаметр бойынша дайындаманың ұзындығы үлкейеді).
Аспап ретінде жазық соққыш қолданылады (2.3, в сурет) немесе баспақпен жұмыс істегенде тар соққыш және цилиндрлік түзеткіш қолданылады. Кеңейжаюдың алдында дайындамада тесік жасайды. Соққыштың ұзындығы соғылманың биіктігінен үлкен болу керек (2.3, а – сурет). Дағдылы жағдайда кеңейжаюдың алдында түзеткіштің диаметірі мынаған тең болады: dопр = (0,85 ÷ 0,95) dзаг. Соғылманы қайта қыздырғаннан кейін диаметірі үлкен түзеткіш қолданылады.
| 2.2 cурет Жазық соққышта түзеткішпен ұзарту |
| а – сұлбе; б – күнделікті соққышпен; в – бақа-соққышпен 2.3 cурет Түзеткіште кеңейжаю |
Әрбір басудан кейін тұғырық тіреуіндегі түзеткішті бұрау жолымен дайындаманы айналдыра қайта басуға береді. Кеңейжаюда салыстырмалы жаншу мына формуламен анықталады: 
Кеңейжаюда шөкпе былай анықталады: 
сонымен Lзаг/ Lпок  1, у
1, у  .
.
Алынған мөлшерлер біраз көтеріңкі болады. Түзеткіште кеңейжаюды әдейі жасалған кесте, диаграмма және жазық соққышта ұзартқанда қолданылатын формуланың көмегімен есептеуге болады.
Негізгі әдебиеттер [1] (тарау 3, бет 131 – 154, тарау 5, бет 217 – 232, тару 12, бет 416 – 491); [2] (тарау 5, бет 53 – 65); [4] (тарау 4, бет 128 – 233)
Қосымша әдебиеттер [6] (тарау 1, бет 87 – 111 және тарау 8, бет 204 - 208).
Дата добавления: 2016-12-08; просмотров: 1803;