ЫҚБ-да ҚАЛЫПТАУДЫҢ ЕРЕКШЕЛIКТЕРІ
ҚЫҚБ-да қалыптау соғылманы алудың ең дамушы тәсiлi. Ол өнiмдiлiктi жоғарлатуға, металдың шығынын азайтуға, сапаны жақсартуға және соғылманың дәлдiгiн үлкейтуге мүмкiндiк жасайды.
Жылғаның толтырылуы баспақтың бiр жүрiсiнде жасалынады. Кенерекке түсетiн металл салқындауға үлгермейдi және қалыптың бұрыштарын толтыруға керектi тiрек жасамайды. Сондықтан тоқпақта бiр жылғада қалыптанатын көптеген соғылмалар қосымша әрекеттi кiргiзбей (сыртпiшiндеушi) немесе ажыранады жазықтығының жайын өзгертпей баспақта қалыптауға болмайды.
Қалыптаудың технологиялық үрдiсiн жасаған кезде баспақтың жоғарғы қатаңдығына қарамай, қалыптағы металдың деформацияға кедергiсiнен байланысты болатын баспақтың серпiмдiлiк деформациясын ескеру қажет. Сондықтан жақсы қыздырмай қалыптаса немесе алдыңғы жылғаларда дайындаманы өте суытып алып қалыптаса, ал тағы да дайындама металдарының артықтығы (есептеп алынған көп болса) баспақтың серпiмдiлiк деформациясын үлкейтуге алып келедi. Демек осы соғылманың биiктiгi бойынша қалыптау олқылығының пайда болуына немесе баспақтың сыналануына алып келедi.
Деформация жылдамдығының аздығы және итерiп шығарғыштың бар болуы қысып шығарумен қалыптауды қолдануға мүмкiндiк бередi.
ҚЫҚБ-да қалыптанатын барлық соғылмалар сыртпішіндерін өзгерту түріне байланысты мынандай екi классқа бөлiнген: А класс – соғылманы жасаған кезде шөктiру немесе жайпайту процестерi басым болады; Б класс – соғылмалар негiзiнен сығымдаумен жасалынады. А класс соғылмалары екi топқа, ал Б класс соғылмалары үш топқа бөлiнген. Өз кезегiнде топтар iшкi топтан тұрады.
Айтылған соғылмалар құрама пішіндеріне және жасау күрделілігіне байланысты бес негізгі топқа бөлінген (10.1 сурет).
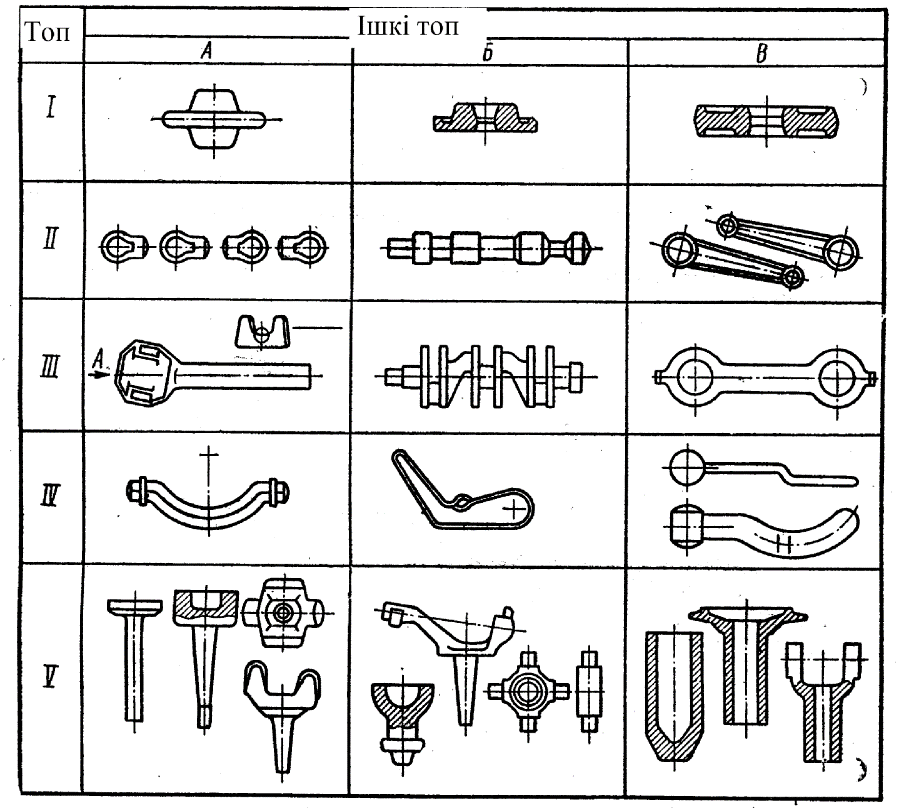
10.1- cурет. ҚЫҚБ-та қалыптанатын соғылмаларды топтау
Сәйкестi қалыптау әрекетi көрсетiлген толық жiктеу анықтамаларда келтiрiлген.
ҚЫҚБ-да қалыптаған кезде қалып кернегiшке жұмыс iстемеуi үшiн қылау бунағының магазинiн ашық етiп жасайды. Сонда жоғарғы және төменгi қалып-тың арасындағы ең кiшi саңылау кенеріктiң биiктiгiне тең.
Қылау бунағының пiшiнi және өлшемi (10.2 сурет) 10.1 кестесі бойынша баспақтың номиналды күшiмен байланысты таңдалынады.
I-ші тип қылау бунағы негiзгi болып есептеледi (10.2,а сурет); II-ші тип қылау бунағы жылға қалыптың шетiнен едәуiр ара қашықтықта орналасқанда механикалық өңдеудi азайту үшiн қолданылады (10.2,б сурет); III-ші тип қылау бунағы кенерікке едәуiр металдың шығуы күтiлетiн бөлiмдерде пайдаланады (10.2,в сурет); IV-ші тип қылау бунағы ыстықтай мөлшерленген кезде қолданылады (10.2,г сурет); V-ші тип қылау бунағы сипатқұжатпен ескерiлмеген және жай пiшiндi, жоғарғы көрiнiсi дөңгелек соғылманы аз шығынмен қалыптау үшiн ұсынылған.
Тарамы және ұзартындысы бар күрделi пiшiндi соғылмаларды қалыптаған кезде қалыптың қиын толтырылатын бөлiмдерiнде аралықша енiн 50-70 % үлкейтедi немесе оның биiктiгiн 40 – 50 % азайтады. Бiрiншi тәсiл тым қарапайым және жиi қолданылады. Өйткенi аралықшаның биiктiгi баспақтың күшiнен тәуелдi.
Қылауға кететiн металдың көлемiн мынандай формуламен анықтайды: V3 = P(в×h3 + 2h3×В), мұндағы P – соғылманың периметрi, мм; в – қылау бунағының аралықшасының ені, мм; h3 – қылау бунағының аралықшасының биiктiгi, мм; Вз – кенерiктiң енi, мм: массасы 0,5 кг дейiн соғылма үшiн Вз = 10 мм; 2 кг дейiн соғылма үшiн – 15 мм; 2 кг жоғары соғылма үшiн – 20 мм. Егер соғылмада кұрделi пiшiн болса, онда Вз-ны екi есе арттыру қажет.
10.1 кестесі
Қылау үшiн бунақтың өлшемдерi
| Баспақтың номиналды күшi, МН | Өлшемдерi, мм | ||||||
| h3 | а | в | h1 | R1 | Н | r | |
| 6,3 | 1,0¸1,5 1,5¸2,0 2,0¸2,5 2,5¸3,0 2,5¸3,0 3,5¸4,0 4,5¸5,0 | 0,6¸1,0 1,0¸1,5 1,2¸1,6 1,4¸1,8 1,6¸2,0 2,0¸2,5 3,0¸3,5 | 4¸5 4¸6 5¸6 6¸8 8¸12 | 6¸8 6¸8 8¸12 | 1¸3 3¸8 8¸20 20¸30 30¸60 60¸80 | 0,5 1,0 1,5 2,0 3,0 3,5¸4,0 5¸6 |
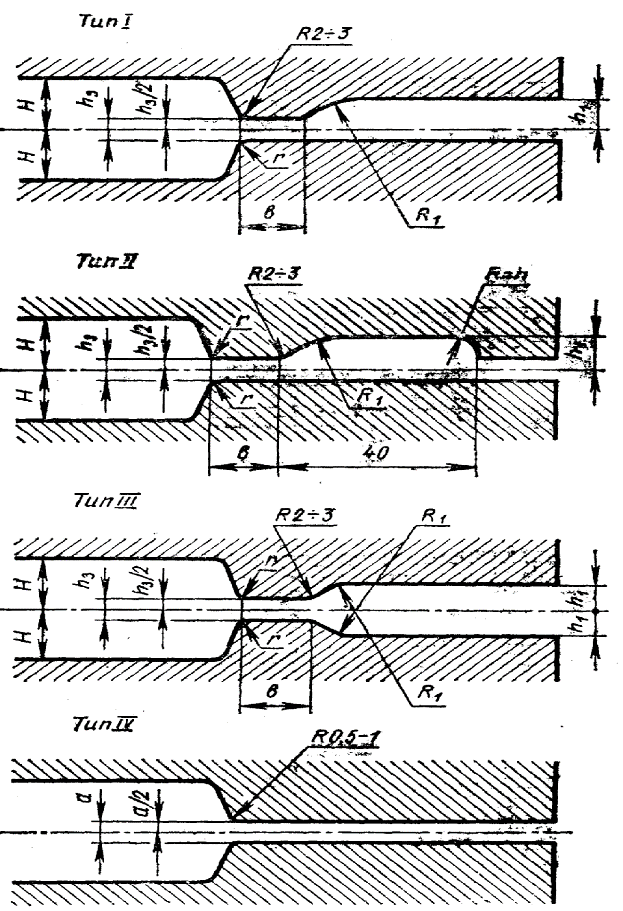
10.2 – сурет. Қылау бунағының типі (өлшемдері, мм )
Негізгі әдебиеттер [3] (тарау 4, бет 176 – 178); [4] (тарау 6, бет 376 – 409).
Қосымша әдебиеттер [6] (тарау 8, бет 254 – 261).
Бақылау сұрақтары
ҚЫҚБ-да қалыптаудың қандай ерекшеліктерін білесіздер ?
Тоқпақта қалыптаумен салыстырғанда ҚЫҚБ-да қалыптағанда қандай дайындаушы жылғалар қолданылмайды ?
ҚЫҚБ-да қалыптайтын соғылмалар қалай топталған ?
ҚЫҚБ-да қалыптаған кезде қандай қылау бунақтарын қолданады ?
ҚЫҚБ-да қалыптаған кезде қылауға кететін көлем қалай есептеледі ?
13 лекция
1. Қалыптанатын дайындама мен тетіктің сызбаларын жасау
2. Жобалау және ауысымдарды есептеу
3. Технологиялық күшті анықтау
1. Қалыптанатын дайындама мен тетіктің сызбаларын жасау
Соғылманың пішіні мен өлшемін, қалыптау технологиясын дайын тетіктің сызбасы бойынша анықталады.
Әдетте, дайын тетіктің сызбасында созылымдылығы төмен, бірақ берік және кесумен жақсы өңделетін материал көрсетіледі. Мысалы, фосфор мен күкірттің мөлшері жоғары, созылу қасиеті төмен болат қолданылады. Суықтай қалыптау кезінде материал беріктенеді, сондықтан бастапқы материалдың беріктігі төмен, жақсы созылымды материал алынады. Тетік сызбасына қарай отырып, қалыптанатын дайындаманың сызбасын машина құрылысының талаптарын ескере отырып орындайды. Қалыптанатын дайындаманың, тетіктің сызбасында көрсетілген сызықтық өлшемдердің негізін, домалақтау және жанасу радиусын, материалдың ентаңбасын және т.б. мәліметтерді қалыптаудың технологиялық талаптарын ескере отырып өзгерту керек.
Қалыптаудың технологиялық үрдісін және қалыптанатын дайындаманың сызбасын дайын тетіктің үлгілік (эскиздік) жобасын жасаумен бірге орындау қажет. Сызбаны жасау кезінде материал, жеке элементтердің пішіні, бет қабаттың өлшемі мен тазалығы, дайындаудың үнемділігі бойынша ұтымды шешімдерді қабылдайды.
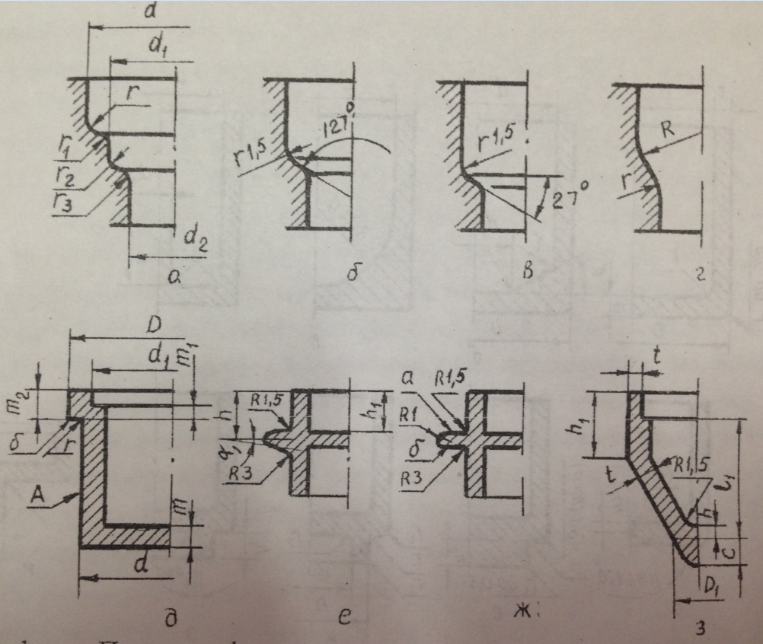
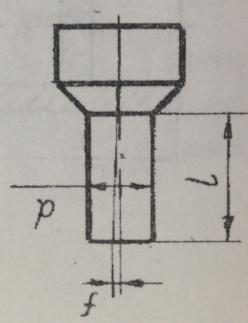
1- Сурет - әртүрлі іші қуыс сатылы тетіктер. А – ішкі шегінбе
Б – 1270 бұрышпен
1-суретте әртүрлі іші қуыс сатылы тетіктер көрсетілген (түпті, түпсіз, көп сатылы, фланецты және т.б.). Шегінбенің (уступ) шамасы мен пішіні металды суықтай қалыптаудың белгілі шарттарымен анықталады.
Мысалы: (1-сур., д) қуыс тетіктердің фланецтерін қалыптау кезінде ескерілетін шарт – D/d=1,3 көп емес, m2 – 1мм аз емес болуы керек. h1 шамасы 3 мм аз емес, α бұрышы 15-17,50. Конусты тетіктің қабырғалары біркелкі қалыңдықта болуы керек. Конустың төбесіндегі ең кіші радиус 1,5 мм.
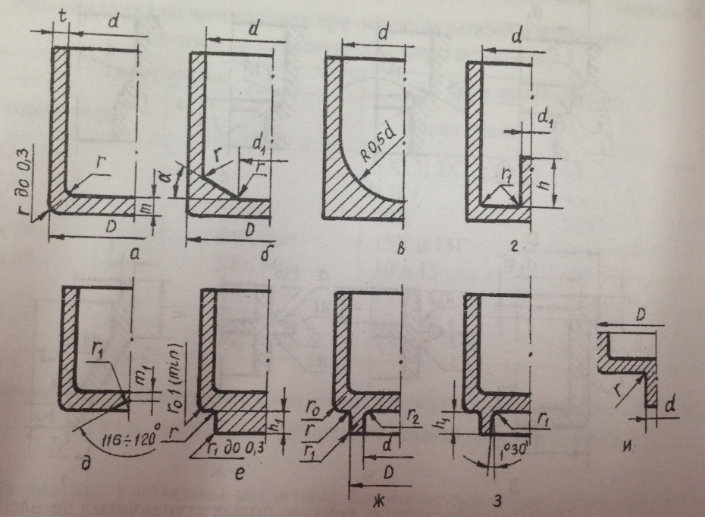
2-сурет. Қуыс тетіктердің сызбасын рәсімдеу мысалдары.
СКҚ алынатын қуыс дайындамалардың қабырғасының ең кіші қалыңдығы
| Болаттың еңтаңбасы | Деформация дәрежесі | Сыртқы диаметріне қарай қабырғаның қалыңдығы, мм | |||||
| 10; 15 | 0,85 | 0,40 | 0,80 | 1,20 | 1,65 | 2,50 | 3,00 |
| 15Г; 15Х | 0,65 | 1,05 | 1,95 | 3,00 | 4,00 | 6,00 | 7,00 |
| 20; 20Х | 0,60 | 1,15 | 2,30 | 3,40 | 4,50 | 7,00 | 8,00 |
| 30ХГСА | 0,55 | 1,30 | 2,60 | 3,95 | 5,20 | 7,30 | 9,25 |
Тетіктің ішкі түбі жазық болған жағдайда, жанасу радиусының ең кіші мәні ішкі қуыстың диаметрінің шамасына байланысты. d=10мм болғанда r=1,5мм; d≥20мм аз емес болғанда r=2мм;d=23мм болғанда r=2,5мм;d≤60мм болғанда r=3мм;
Қалыптанған тетіктің дәлдігіне әсер ететін факторлар: аспаптың жұмысшы бөлігін дайындау дәлдігі;температуралық және серпімді-пластикалық деформация; аспаптың тозуы; деформацияның шартына (дәрежесі және жылдамдығы), деформацияның біркелкі болмауына, металдың күйіне байланысты сыртқы күшті алғаннан кейінгі дайындамадағы серпімді, серпімді-пластикалық және температуралық деформацияның шамасы; жылғаны толтыру дәрежесі.
Қалыптанған тетіктің өлшемдерінің дәлдігі туралы мәліметтер 2-кестеде келтірілген.
| Номинальды диаметрден ауытқу | ұзындығы | Ию | |
| Выдавливание | Қосымша калибрлеу немесе созып-тарту | |||
| Диаметр - 10-20 | ±0,05 | ±0,008 | 100 аз емес | 0,12-0,15 |
Қалыптанған тетіктердің бет сапасы: аспаптың жұмысшы бөліктерініңбет сапасына, олардың өлшемдері мен профильдеріне, металдың физикалық табиғаты мен күйіне, дайындаманың бет сапасына, қалыптау кезіндегі үйкеліс күшіне, майлау сұйығын жағу әдісіне.
Кей жағдайларда СҚ қосымша өңдеусіз дайын тетік алуға болады. Көп жағдайларда қосымша жөндеу операциялары қажет: кесумен өңдеу (бұрғылау, жоңғылау, фрезерлеу, ажарлау, т.б.), қысыммен өңдеу (накатка, обкатка), жылумен және химиялы-жылумен өңдеу (шынықтыру, босату, жасыту, көміртектендіру, азоттау, т.б.)
Конструктивті элеметтердің бірқатары (сыртқы және ішкі фаска, симметриялы бойлық паз және канавка, тістегергіштің тістері, конустың беттер) выдавливание немесе редуцирование арқылы алынады, бірақта бұл процесстің еңбек сыйымдылығы жоғары, сондықтан алу тәсілі (қалыптау немесе кесу) өнімнің көлеміне қарай таңдалады. Күрделі пішінді тетіктер бірнеше бөліктерге бөлінуі мүмкін ал кесу арқылы алынатын тетіктер выдавливание арқылы алынатын бір тетікке алмастырылуы мүмкін. Бөлінген тетік бөлшектерін пісіру, пайка, суық немесе жылы қысу арқылы біріктіріледі.
2. Жобалау және ауысымдарды есептеу
Түрөзгеру үрдісі келесі үш негізгі сатыдан тұрады: бастапқы дайындаманы калибрлеу және қалыптау; негізгі қалыптау операциялары; бұйымды калибрлеу.
№ 12 дәріс. ҚЫҚБ-ы қалыбының негiзгi элементтерiн құрылымдау. Қалыптар.
Дәрістің конспектісі
Дата добавления: 2016-12-08; просмотров: 1367;