ТОҚПАҚТЫҚ СОҒЫЛМАЛАРДЫ ТОПТАСТЫРУ
Қалыптаудың технологиялық үрдісі қалыптау тәсілінен, жасалынатын соғылманың пішіні және өлшемінен тәуелді болады. Өйткені осылар дайындаушы және алғашқы қалыптаушы жылғалардың дұрыс таңдалғанын анықтайды және өндірістің тиімділігіне әсер етеді.
Қалыптаудың тәсілі деп жалпағынан қалыптауды (дайындаманың көлденең осі бойымен) немесе тігінен шөктіріп қалыптауды (дайындаманың осі бойымен) түсіну керек.
Қалыптаудың тәсіліне байланысты барлық соғылмалар мынандай екі топқа бөлінеді: І – жалпағынан қалыптанатын соғылмалар: ІІ – тігінен шөктіріп қалыптанатын соғылмалар: Бірінші топқа соғылмалардың жоғарғы көрінісі өлшемдерінің қатынастарына, басты остің және ажырама сызықтың түріне байланысты алты ішкі топ кіреді. Әрбір ішкі топ А және Б типтеріне бөлінген (оқулық [6] қараңыз). Осы типтер соғылманың көлденең қимасының күрделілігін ескереді. Демек дайындаушы және алғашқы қалыптаушы жылғалардың қолдану керектігін анықтайды.
Екінші топтың соғылмалары ұқсас топтанылады. Оған А және Б типтеріне бөлінетін үш ішкі топ кіреді. Әрбір топта әрбір ішкі топтың қалыптау технологиясының ерекшеліктері, қолданылатын дайындаушы жылғалардың қиыстыру мүмкіншілігі келтірілген.
Қалыптаудың технологиялық үрдісін жасаған кезде топтауды қолданып ұқсас пішіні бар соғылмалар қалай қалыптанатындығын бастапқы кезде қарау керек, яғни сәйкесті топқа, ішкі топқа және типке жататын соғылмалардың осыған дейін қалай қалыптанатындығын ескеру керек.
5.3 ТОҚПАҚТЫҢ АШЫҚ ҚАЛЫБЫНДА ҚАЛЫПТАҒАН КЕЗДЕ ҚОЛДАНЫЛАТЫН ЖЫЛҒА ТҮРЛЕРІ
Көп жағдайларда тоқпақта қалыптаған кезде илемделген дайындаманы қолданады. Осы тәсілге сәйкесті қалыпты көп жылғалы етіп жасайды. Қалыптауды бір қыздырумен дайындаманы бір жылғадан екіншісіне ретпен беріп жүргізеді.
Жылғаларды мынандай үш топқа бөледі: 1. Қалыптаушы жылғалар. Қалыптаушы жылғаға дайындаманың сыртпішінін ақырғы рет өзгерту және соғылманы алу міндеттері жүктеледі. Қалыптаушы жылғалар былай бөлінеді: а) ақырғы жылға; б) алдыңғы жылға; в) алдыңғы-дайындаушы жылға.
2. Дайындаушы жылғалар. Дайындаушы жылғаларға бастапқы дайындаманы алдын-ала дөрекі деформациялау, қалыптаушы жылғада қалыптауға қолайлы пішінді алу (металды салыстырмалы аз шығынмен) міндеттері жүктеледі.
Ақырғы жылғада қолданылатын қалыптау тәсіліне байланысты дайндаушы жылғаларды мынандай екі топқа бөледі (оқулық [6] қараңыз):
дайындаманың осьне көлденең қалыптаған кезде (жалпағынан қалыптаған кезде) қолданылатын дайындаушы жылғалар;
дайындаманың осьнің бойымен қалыптаған кезде (тігінен шөктіріп қалыптаған кезде) қолданылатын дайындаушы жылғалар.
Жалпағынан қалыптаған кезде қолданылатын дайындаушы жылғаларға мыналар жатады (5.4 сурет): ұзындататын ашық және жабық жылға; сыртпішіндететін жылға; жылжытатын ашық және жабық жылға; жаншитын жылға; жалпайтатын алаңша; ұзындататын алаңша; иетін жылға.
Тігінен шөктіріп қалыптаған кезде қолданылатын дайындаушы жылғаларды мыналар жатады (5.5 сурет): шөктіретін алаңша; арнайы сірпішіндететін жылға.
Үшінші топқа шабу жылғалары жатады. Шабу жылғалары алдыңғы және артқы пышақ болып екіге бөлінеді. Осы жылғалар қалыпталған соғылмаларды шыбықтан немесе еселі дайындамадан бөлу үшін керекті, ал тағы да соғылмадан ұстатқышты бөлу үшін қажет.
5.4 ТОҚПАҚТЫҚ ҚАЛЫПТЫҢ ҚАЛЫПТАУШЫ ЖЫЛҒАЛАРЫ
Ақырғы жылға. Ақырғы жылғаның қуысын қалып жасау үшін қолданылатын соғылманың сызбасы бойынша немесе ыстық соғылманың сызбасы бойынша орындайды. Соғылма қалыптанғаннан кейін салқындайтын болғандықтан және оның өлшемдері шөгу мөлшеріне азайатын болғандықтан соғылманың коректі мөлшерін алу үшін, ақырғы жылға қуыстарының өлшемдері суық соғылманың өлшемдерінен болжанатын шөгу мөлшеріне үлкен болу қажет. Болат үшін шөғу мөлшері жуықты 1,5 % тең. Сондықтан суық соғылманың барлық өлшемдерін 1,5 % үлкейтіп ыстық соғылманың сызбасын алады.
Қуыспен бірге қылау бунағын және ұстатқыш ойықшасын жобалау керек.
| а – сыртпішіндейтін жылға; б – ашық (жоғарғысы) және жабық (төменгісі) жылжытатын жылға; в – ұзындататын жылға; г – жаншитын жылға; д – иетін жылға; е – шабатын жылға 5.4 сурет Дайындаушы жылғалардың сұлбасы |
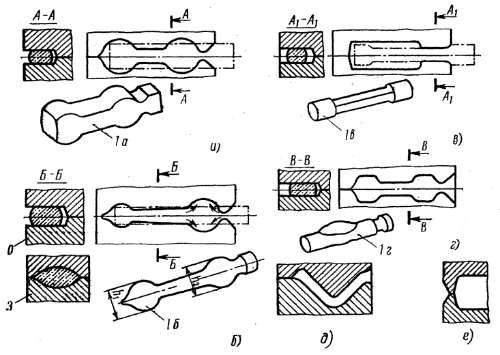
| 5.5 сурет Шөктіру (а) және жаншу (б) үшін алаңшалар |
Алдыңғы жылға. Алдыңғы жылға қалыптаушы жылға болып саналады. Сондықтан алдыңғы жылға негізінен ақырғы жылғаның қуысын қайталайды. Қалыпта терең қуысы бар күрделі соғылманы қалыптаған кезде алдыңғы жылғаны қолданады. Осындай жағдайда бір ақырғы жылғаның шыдамдылығы жеткіліксіз болып келеді. Металл қуысты толық толтырмауы мүмкін, соғылма қуысқа жабысады және қуыстан қиын шығарылады. Осының бәрі қалыптың тез аса қыздырылуына және қалып материалының қаттылығының жоғалуына алып келеді. Алдынғы жылғаны қолданған кезде ақырғы жылғадан негізгі күш алынады және ақырғы жылғаның шыдамдылығы шұғыл көтеріледі. Алдыңғы жылғада ақырғы жылғамен салыстырғанда бірнеше жеңілдетілген пішін бар болғандықтан оның толуы жеңіл жүреді және соғылманы қалып қуысынан шығару оңай болады. Алдыңғы жылғадан кейін соғылма ақырғы жылғада металдың аз ағуымен кішкентай ғана шөктірілінеді. Өйткені негізінен соғылманы керекті пішінге келтіру алдыңғы жылғада аяқталады. Ақырғы жылғада шөктірілген кезде қалып қуысы жеңіл толады, жылғада соғылманың жабысуы болмайды. Осының бәрі қалыптау процесін тездетеді. Алдыңғы жылғада калыптау еңісін ақырғы жылғада сияқты жасайды. Тек алдыңғы жылғаның ең терең қуыстарында бірнеше үлкен (2о дейін) қалыптау еңістерін белгілейді. Алдыңғы жылғаның жұмырлану радиустерін ақырғымен салыстырғанда үлкен етіп жасайды. Кенет ауысатын жерлердегі жиектерді жұмырлайды.
Алдыңғы жылғада қылау бунағы жоқ болады. Қылау қалыптардың ажырама жазықтығына ағады және соғылма алдыңғы жылғада қылау қалыңдығына толық қалыптанбаған болып алынады. Ажырама жазықтығы бойынша алдыңғы жылғаның қуысының жиегі R1 радиусымен жұмырланады. Осы жұмырландыру радиусы R1 ақырғы жылғаның радиусынен 3 – 7 мм үлкен болады. Осы соғылманы алдыңғы жылғада жабысудан сақтайды.
Дайындаушы-алдыңғы жылға соғылманың ақырғы пішініне жақын пішінді алуға жарамды жылға. Бірақта кейбір бөлімдер ақырғы жылғадан едәуір айырмашылықта болады. Дайындаушы-алдыңғы жылға айтылған кейбір бөлімдерде металды ұзындық және көлденең бағытта ығыстып дайындаушы жылғаның ролін атқарады. Дайындаушы-алдыңғы жылғаны тесігі, ұзартындысы, айырығы бар және қоставрлі қимасы бар соғылмалар үшін қолданады.
Ақырғы жылғада сияқты алдыңғы жылғадағы терең қуыстарды жоғарғы қалыпта жасайды. Өйткені қалыптаған кезде металл жоғары жаққа қарай жақсы ағады.
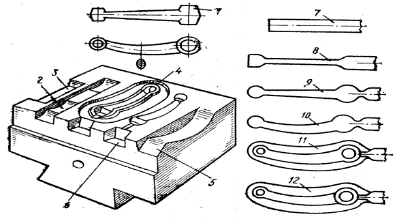
Егер соғылма симметриялы және қалыптағы қуыстар терең болса, онда алдыңғы жылғада қалыптағаннан кейін соғылманы ақырғы жылғаға 180о аударып қою керек. Онда алдыңғы жылғада соғылманың жоғарғы қалыпта орналасқан бөлімдері жақсы пішін алады. Ақырғы жылғада осы бөлімдер төменгі қалыпта орналасады. Жоғарғы қалыптың ақырғы жылғасында төменгі қалыптың алдыңғы жылғасында жаман пішін алған соғылманың бөлімі болады. Көп жылғалы қалыптың жалпы түрі 5.6 суретте көрсетілген.
| 1 – соғылма; 2 - жылжытатын жылға; 3 – ұзындататын жылға; 4 – ақырғы жылға; 5 – иетін жылға; 6 – алдыңғы жылға; 7 – дайындама; 8 – ұзындату әрекеті; 9 – жылжыту әрекеті; 10 – ию әрекеті; 11 – алдын ала қалыптау; 12 ақырғы қалыптау 5.6 сурет Көп жылғалы тоқпақтық қалыптың жалпы түрі |
Негізгі әдебиеттер [3] (тарау 3, бет 37 – 64); [4] (тарау 6, бет 315 – 376).
Қосымша әдебиеттер [6] (тарау 7, бет 125 – 197).
Бақылау сұрақтары
Тоқпақта қалыптаған кезде металдың қандай ағысы байқалады ?
Жалпағынан қалыптаған кезде соғылмалар қалай бөлінеді ?
Тігінен шөктіріп қалыптаған кезде соғылмалар қалай бөлінеді ?
Бірінші топқа қанша ішкі топша кіреді ?
Екінші топқа қанша ішкі топша кіреді ?
Қылау бунағы қалай таңдалады ?
Қылау бунағының қандай типтері бар ?
Қылау көлденең қимасының орташа ауданы қалай анықталады ?
Қылау көлемі қалай анықталады ?
Көп жылғалы қалыптау дегеніміз не ?
5.1 ТОҚПАҚТЫҚ СОҒЫЛМАНЫҢ СЫЗБАСЫН ЖАСАУ
Көлемдік қалыптаудың технологиялық үрдісін жасаған кезде жасалынатын тетіктің сызбасы бастапқы мәлімет болып саналады. Негізінен тетіктің сыртпішіні және өлшемі қалыптаудың технолгиялық үрдісінің сұлбасын анықтайды. Соғылманың сызбасын дұрыс жасаудан технологиялық үрдістің күрделілігі, ал кейбірде соғылманы ұтымды жасаудың мүмкіндігі тәуелді болады.
Соғылманың сызбасын жасауды келесі ретпен орындайды:
қылау үшін бунақты таңдау;
жоғарғы және төменгі қалыптардың ажырама беттерін таңдау;
әдіп, шақтама және кенермені белгілеу;
қалыптау еңісін анықтау және ажырама сызықты тұрғызу;
жұмырлану радюстерін табу;
тесігі бар соғылмаларда қобылауға керекті белгілеуді құрылымдау және қобылауға қабыршық өлшемін анықтау;
соғылмада талшықтың орналасуымен, қалыптаудың тәсілімен және қолайлығымен, келесі механикалық өңдеудің орнығының орналасуымен, таңбалау орнымен байланысты құрыламдау сұрақтарын шешу.
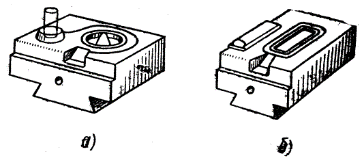
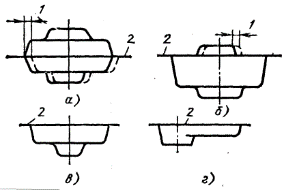
Қылау бунағын құрылымдау. Қылау бұнағының пішіні мен өлшемін қалыптау тәсіліне, кейінірек қолданылатын қылауды кесу және тесік тесу тәсілдеріне байланысты таңдайды. Ең көп таралған қылау бунағының типтері 5.1-суретінде келтірілген.
| 5.1- сурет Қылау бунағының типтері |

І – тип – қылау бұнағаның аралықшасы және магазині жоғарғы қалыпта орналасқан. Бұл пішін ең жоғарғы шыдамдылықты қамтамасыз етеді. Өйткені жоғарғы қалып төменгімен салыстырғанда аз қызады.
IІ – тип – жоғары қалыппен салыстырғанда төменгі қалыпта аралықтың ені үлкен болатын қылау бунағы. Осындай түр ең көп қызатын төменгі қалыптағы аралықтың жоғарғы шыдамдылығын қамтамасыз етеді.
ІІІ – тип – қосымша қалтасы бар қылау бунағы. Қалыптың терең және күрделі қуыстарын толтыру мақсатымен жылға қарамының жеке бөлімдерінде қолданылады.
IV – тип – магазинсіз конусты қылау бунағы. Кенерекке металдың шығынын азайту мақсатымен (аз шығынды қалыптау) жай пішінді дөңгелек соғылмаларды қалыптаған кезде қолданылады. Осы бунақты қолданған кезде кенерік біркелкі пайда болуы үшін қалыптаушы жылғада дайындаманы дәл қою керек және кескен кезде кетікті болдырмау үшін кесуші қалыпқа соғылманы дәл қою керек.
V – тип – магазині төменгі және жоғарғы қалыптарда бар қылау бунағы. Жоғары қалып пен төменгі қалыпта аралықтың ені бурдей. Күрделі пішінді соғылманы жасаған кезде (йінді білік) кенерікке металдың шығыны көп болғанда, жылғаның бүкіл қарамы бойынша немесе жеке бөлімде қолданылады.
VI – тип – аралықша және магазин төменгі қалыпта орналасқан қылау бунағы. Соғылманың жоғарғы жағының пішіні күрделі болып қылауды кескен кезде соғылманы 180о аудару керек болатын жағдайда қолданылады. Осы қылау бунағын қолданған кезде кесу қалыбының құрылымы жеңілдетіледі және жылғаның қуысын тек төменгі қалыпта орналастыруға мүмкіндік пайда болады.
І – тип қылау бунағының өлшемін анықтаған кезде кенерік аралықшасының биіктігін h3 есептейді және осы мөлшерді пайдаланып кесте бойынша басқа өлшемдерді табады (оқулық [6] қараңыз).
Еркін пішінді соғылма үшін аралықша бйіктігі мынандай формуламен анықталады h3 = 0,015  , мұндағы Fn – соғылманың жоғарғы көрінісінің ауданы.
, мұндағы Fn – соғылманың жоғарғы көрінісінің ауданы.
Қабырғасы Аn тең жоғарғы көрінісі квадратты соғылма үшін аралықша биіктігін мына формуламен табады: h3 = 0,015Аn, ал диаметрі Dn болатын дөңгелек соғылма үшін мына формуланы қолдануға болады: h3 = 0,015Dn.
Күрделі пішінді және айырығы бар соғылмаларды көпданалы қалыптаған кезде бір мезгілде қалыптайтын барлық соғылмалардың қарамы бойынша далдашаларды ескеріп Fn ауданын анықтайды. Кесте бойынша бунақ өлшемін анықтаған кезде магазин және аралықша енін (№ 1 – 3) соғылманың күрделілігінен және қалыпты толтырудың тәсіліне байланысты таңдау керек (оқулық [6] қараңыз). Екінші типті қылау бунақтарының өлшемдерін осыған ұқсас етіп анықтайды, ал III, IV ,V типті бунақтар үшін кестенің № 3 бағанасын, ал VI тип бунағы үшін h3 байланысты кестенің № 2 бағанасын қолданады.
Кенерік көлемін V3 оның көлденең қимасының орташа ауданын S3 ауырлық центрі арқылы өтетін сызықтың ұзындығына Pn көбейту арқылы анықтауға болады: V3 = S3·Pn.
Массасы 3 кг-нан кіші соғылма үшін соғылманың периметрінен (В + В1/2) ара қашықтығында өтетін сызық Рn болады.
Кенеректің көлденең қимасының орташа ауданы Sз қылау бунағының көлденең қимасы ауданына байланысты мынандай формуламен табылады: Sз = x·Sз..к., мұндағы x – қылау бунағын толтыру дәрежесін ескеретін коэффициент. Осы коэффициент соғылманың пішіні және күрделілігіне байланысты кесте бойынша анықталады (оқулық [6] қараңыз). Егер жылғаның периметрі бойымен әр түрлі типті бунақтар қолданылса, онда әрбір бөлім үшін есептеуді жүргізу керек, содан кейін жинақтау керек.
Ажырама бетті таңдау. Қалыптар бір-бірімен жанасатын бетті ажырама бет деп атайды. Осы ажырама бетті жазықтық түрінде немесе үйлесетін жазықтықтар түрінде таңдау керек және қисық сызық түрінде таңдаудан тартыну керек.
Ажыранды сызық деп ақырғы жылғаның қуысында қалыптың екі бөлімінің түйіскен жерлерінде ажырама бет бойынша пайда болатын тұйық сызықты айтады. Ажыранды сызық соғылманың сыртқы қарамы бойынша жүріп өтеді.
Ажырама бетті таңдаған кезде алдымен жоғарғы және төменгі қалыптан соғылманы еркін шығару керек екендігі талабын ескеру керек. Ажыранды жазықтық тетіктің екі ең үлкен габаритті өлшемдері жазықтығымен дәл келуі дұрыс. Онда үшінші ең кіші габаритті өлшем тетіктің биіктігі болады. Осындай кезде қалып қуысында мүмкін болатын ең кіші тереңдік және ең үлкен ұзындық пен ен бар болады. Бұл қалыптың беріктігін және терең емес қуыстан қалыпталған соғылманы жақсы шығаруды қамтамасыз етеді.
Егер соғылма симметриялы болмаса, онда терең қуыстарды жоғарғы қалыпта орналастыру керек. Өйткені металл жоғары қарай жақсы ағады.
Ажырама бетті таңдаған кезде тағы да мынаны ескеру керек:
жоғарғы және төменгі қалыптар арасындағы ығысуды қылауды кескеннен кейінгі соғылманың сыртқы түрі бойынша бақылау мүмкіндігі;
ажыранды сызықтың пішінін ең қарапайым етіп алу мүмкіншілігі. Бұл кесу қалыбы құрылымын жеңілдетеді және қалыптың бағасын арзандатады.
Жоғарғы және төменгі қалыптардың арасындағы ығысуды бақылау мүмкін болу үшін ажырама жазықтық соғылманың тік бетін қиып өтуі керек (5.2 сурет). Онда жоғарғы және төменгі қалыптарда ажыранды сызық бірдей болады және қылауды кескен кезде ығысу дереу білінеді. Өйткені ығысу болған кезде соғылманың жоғарғы жақтағы ығысқан тік беті қылаумен бірге қиылатын болады.
| а – дұрыс; б – дұрыс емес; в – жазық дөңгелек соғылма үшін ығысу; г - көрінісінде ұзындатылған жазық соғылма үшін ығысу; 1 – қалыптың жартысының ығысуы; 2 – ажырама бет 5.2 сурет Ажырама беттің жайі |
Әдіп, шақтама, кенермені белгілеу. Қалыптаумен өте дәл соғылманы алу мүмкін емес. Сондықтан шақтаманы белгілейді. Шақтама соғылманың бйіктігі бойынша толық қалыптанбауды, қалып жылғасының тозуын, қалыптардың ығысуын ескереді. Егер шақтамамен қамтамасыз етілген соғылманың дәлдігі және бетінің кедір-бұдырлағы дайын тетікке қойылатын талапты қанағаттандыратын болса онда ешқандай әдіпті белгілемейді. Егер шақтама немесе беттің кедір-бұдырлығы қанағаттанарлықсыз болса, онда мөлшерлеуді (безелеуді), калыптау процестерінің өзін, қыздыруды және т.б. жақсартуларды қолданып тым дәл соғылманы алу мүмкіндігін қарайды. Егер бұл да жеткіліксіз болса, онда келесі механикалық өңдеуге әдіпті белгілейді. Әдіпке металдың ақау қабаты, отқабыршықтан жаншықтар, металдың көміртіксізденген қабаты және т.б. кіреді. Бұл ақаулы қабаттар механикалық өңдеумен алынып тасталады. Соғылманың қабырғаларына ұсталық әдіп тағы да өзіне теріс шақтаманы қосады. Сондықтан әдіп пен шақтама өзара байланысты және бір-бірінен тәуелді болады.
Көлемдік қалыптаған кезде әдіп пен шақтаманы мемлекеттік стандарт бойынша белгілейді (жоғары жақты қараңыз).
Мамандар ерекше мәнді соғылманың толық қалыптанбауына береді. Бұл соғылманың тік өлшемдеріне шақтаманың оң ауытқуын анықтайды. Осы ауытқу соғылманың тік өлшемдеріне теріс ауытқудан екі есе үлкен болады. Қалыптанбаудың үлкен болуын қалыптар қатты соғылған жағдайда олардың сыну қауіпсіздігімен байланыстырады. Сондықтан процесті толық қалыптамай жүргізуге, яғни қалыптарды соқтырмай үрдісті жүргізуге ұмтылады. Бірақта толық қалыптамау биіктік бойынша оң шақтама шегінде болуы қажет.
Соғылманың түрін жеңілдету үшін әдіпті үлкейтіп, кенермені белгілейді. Кенермені белгілеудің себебі, ол соғылманың кейбір жерін деформациялаудың қиындығы. Мысалы, тетікте диаметрі 30 мм кіші болатын тесік бар болса, онда оған кенерме белгілейді. Өйткені соғылмадағы ойықшаны алу үшін керекті қалып шығыңқылығының диаметрі 30 мм кіші болғанда оның шыдамдылығы өте кішкентай болады.
Дата добавления: 2016-12-08; просмотров: 1532;