ЫҚБ-ы ҚАЛЫБЫНЫҢ НЕГIЗГI ЭЛЕМЕНТТЕРIН ҚҰРЫЛЫМДАУ
ҚЫҚБ қалыптарының құрылымы жиынтықтан және ода бекiтiлген жылғалы ендiрмеден (призмалық немесе цилиндрлiк) тұрады. Қалыптаудың технологиялық үрдiсiн жасаған кезде жылғалы ендiрмелердiң кешенi жобаланады. Оның өлшемi жиынтық өлшемiмен, қалыптық кеңiстiктiң жабық биiктiгiмен және анықтамалардағы ұсыныстарға сәйкестi үйлестiрiледi. Жылғадан соғылманы кетiру үшiн ендiрмеде итерушi жасалынады. Олардың құрылымы мен өлшемiн жиынтықтық итерiп шығарғышының құрылымы және өлшемiмен қиыстырады.
Ақырғы қалыптаушы жылғаны ыстық соғылманың сызбасы бойынша орындайды. Ажыранды жазықтық бойынша жылғаның жоғарғы және төменгi жартысы арасындағы саңылауды кенерiктiң қалыңдығына тең етіп орындайды. Аласа соғылмаларда үлкен диаметрi бар тесiктi белгiлеген кезде қыспақтың және бүрменiң пайда болуынан аман болу үшiн далдашадан соғылманың денесiне ауысатын жерде магазинi бар белгiлеудi жасайды. Оның биiктiгi кенерiк бунағы магазинiнен 50 % үлкен. Жылғаның қиын толтырылатын қуыстарында газ шығарғыш бунақты ескередi.
Жылғадан соғылманы кетіруді қобылағыш кабыршығына, соғылмаға және сыртқы немесе ішкі кенерікке әсер етуші итерушімен жүргізеді.
Алдынғы қалыптаушы жылға да ыстық соғылманың сызбасы бойынша жасалынады. Ақырғы жылға шөктірумен толтырылуы үшін алдынғы жылғаны жуықты 4¸5 % терең және ақырғы жылғадан бірнеше тар етіп жасайды. Әрі дөңгелек тік қималарды сопақтың үлкен осін тік орнасластырып сопақ қималармен ауыстырады. Ақырғы жылғаны дәл толтыру үшін алдынғы жылғаның тік көлденең қимасының ауданы 3,0¸3,5 %, ал радиустерi ақырғы жылғаныкiнен 2¸10 мм үлкен болуы керек
Егер ашық алдынғы жылға шөктiрумен жақсы толтырылатын болса, онда қылау бунағы оның айналасында жасалынбайды, ал барлық ажырама бойынша ақырғы жылға қылауы тереңдiгiнен 50¸70 % үлкен саңылау қарастырылады. Алдыңғы жылға айырықша сығымдаумен толтырылғанда ақырғы жылғамен салыстырғанда енi 1¸2 мм-ге үлкен аралықшасы бар және тереңдiгi 50¸70 % үлкен болатын бунақты қылаудың орнына қолданады (сыналануды болдырмау үшiн).
Итерiп шығарушылар жоқ болған кезде алдыңғы және ақырғы жылғада ұстатқыш ойығын қарастырған дұрыс.
Сығымдау жылғасын сәйкесті әрекеттің сызбасы бойынша орындайды. Әрекет сызбасымен байланысты емес жылға элементтерiн анықтамаларда келтiрiлген эмпиризмдiк формулалар бойынша есептейді.
ҚЫҚБ-тың дайындаушы жылғалары тоқпақтық қалыптарда қолданылатын жылғалармен салыстырғында тек ұстатқыш ойығының жоқтығымен айырмашылықта болады және тоқпақтық қалыпқа қолданылатын ереже бойынша жобаланады. Жылғасы бар төменгi ендiрменiң шөгу алаңшасының айнабетi қалыптаушы жылғаның ажырама жазықтығында жатады. Бұл дайындаманы қалып беті бойынша жылжытуға ыңғайлылық жасайды.
АЛЫПТАР
Қосиiндi ыстықтай қалыптайтын баспақтардың қалыптарында құрама құрылым бар. Осының арқасында алмасушы құралды жасау жеңiлдетiледi және бағасы қымбат аспапты болатты үнемдеуге жағдай жасалынады. Қалыптар жылғалар жасалынған қалыптық ендiрмеден және ендiрмелер бекiтiлетiн жиынтықтан (дестеден) немесе ұстағыштан тұрады.
Жиынтық. Призмалық және цилиндрлiк ендiрмелер үшiн қолданылатын жиынтықтар деп жиынтық құрылымы екi негiзгi типке бөлінеді.
Цилиндрлiк ендiрмелер үшiн қолданылатын жиынтықтар өздерiне тән кемшiлiктерге бола (реттеу қиындығынан, бекiту сенiмсiздiгiнен) сирек қолданылады. Жоғарғы көрiнiсi дөңгелек соғылмаларды қалыптағанда призмалық ұстағышқа жинақталатын цилиндрлiк ендiрмелер кеңiнен қолданылады. Өз кезегiнде призмалық ұстағыштарды призмалық ендiрмеге қолданылатын жиынтыққа бекiтедi (12.1 сурет). Жиынтық бағыттауыш бағанашықтармен өзара байланысқан жоғарғы және төменгi жинақтау тақталарынан (табандардан, башмақтардан), қалыптық ендiрмелердi бекiтетiн тетiктерден және шығарғыш механизмдерден тұрады. Бір немесе бірнеше біртекті соғылмаларға арналған әмбебап және арнайы жиынтықты айырып таныйды. Арнайы жиынтықтар мамандырылған ұсталық-баспақтау өндiрiсiнде кеңінен таралған.
Жиынтықтың (дестенің) жоғарғы тақтасы баспақтың сырғағына, ал төмен-гiсi баспақтың үстелiне бұрандамен бекiтiледi. Баспақ үстелiнде жиынтықты жылжуту үшiн және бүйiрлiк ығысуға қарсы оны сынамен орнықтыру үшiн жиынтықтың төменгi тоқтасында екi қиякесiлген жазықтықтар бар, ал жоғарғы тақтада баспақ сырғағының шығынқылығына сәйкес келетiн ойық орындалған. Күшi 6,3¸63 МН болатын баспақ үшiн қолданылатын әмбебапты жиынтықтар-дың өлшемдерi оқулық [6] келтiрiлген.
Күшi 1,6¸4 МН болатын қосиiндi баспақтарда дәл көлемдiк қалыптау үшiн қолданылатын әмбебапты қайтабапталатын қалыптардың жиынтықтарының және ауыспалы тетiктерінің өлшемдерi МЕСТ 19579-80¸МЕСТ 19584-80 бойынша ережеленедi.
Баспақтың сыналы жастығы жиынтықтың жабық биiктiгiн реттеуге мүмкіндiк бередi.
Ең жақсы пайдалану көрсеткiшi бар жиынтықтың жабық биiктiгi мынандай формула бойынша анықталады: Н = А + 0,75а, мұндағы Н – жиынтықтың номиналды жабық биiктiгi; А – баспақтың қалыптық кеңістiгiнiң ең аз жабық биiктiгi; а – баспақ үстiлiнiң сыналы жастығын реттеудiң мөлшерi.
Баспақ күшiне байланысты негiзгi және төсемдi тақталардың қалыңдығы оқулық [6] келтiрiлген (жоғарғы және төменгi тақтаның қалыңдығы бiрдей).
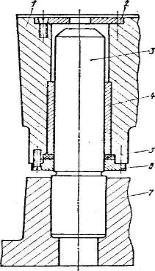
| 12.1 сурет Призмалық ұстағыштармен бірге жиналған цилиндрлік ендiрмелер |
Жиынтықтың бағыттаушы түзiлiмі (12.2 сурет) бағыттаушы бағанашықтан 3, төлкеден 4, тығыздамадан 5, төменгi қақпақтан 6, қорғау тығырығынан 2 тұрады. Жиынтықтың төменгi тақтасындағы 7 бағанашықты қондыру үшiн ұяны жоғарғы тақтамен 1 құрастырып теседi. Бұл бағанашықтың және төлкенiң осьтестiгiн қамтамасыз етедi.
Бағыттаушы бағанышықтарды қалыптаушыға кедергi жасамайтындай етiп жиынтықта орналастырады. Әдетте қалып жиынтығында, оның артқы жағында орналасқан екi бағыттаушыны қарастырады. Бiрақ кейбiр жағдайда, соғылманың дәлдiгiне жоғарғы талап қойғанда, жиынтықты үш, ал кейдбірде төрт бағанашықты етiп орындайды.
Күшi 6,3¸63 МН болатын баспақтың жиынтығы үшiн бағыттаушы түзiлiмнiң бағанышықтарының, төлкелерінің және басқа тетіктерінің өлшемдерiн МН 4810-63 және МН 4811¸63 сипатқұжаттары бойынша анықтайды.
| 12.2 сурет Жиынтықтың бағыттаушы түзiлiмі |
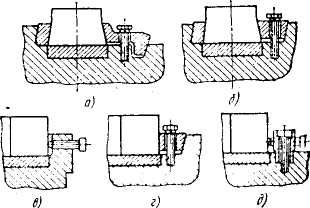
Жиынтықта призмалық ендiрмені бекiтудің тетiктерiнiң құрылымы 12.3 суретте көрсетiлген (цилиндрлiк ендiрменi 12.1 суреттен қараңыз). Призмалық ендiрменiң өлшемдерiн МН 4809-63 сипатқұжаттары бойынша анықтайды.
Негiзiнен жиынтықты екi немесе үш жылғалы етiп жобалайды. Жиынтықта жылғалардың орналасуы қыздыру құрылғыларының орналасуынан тәуелдi. Бiрiншi жылғаны қыздырылған дайындаманы беру жағынан, екiншi жылғаны осы жылғаға қарама-қарсы жақта, ал ақырғы жылғаны жиынтықтың ортасына орналасады. Егер қалыптау үшiн бiр немесе екi жылға жеткiлiктi болса, онда жиынтыққа жай құрылымдық болаттан жасалған жазық ендiрменi жинақтау үшін қосады.
Әмбебапты жиынтықтың итерiп шығарушы механизмдерiн былай құрылымдайды:
- бiр итерiп шығарушымен;
- қалыптың кез-келген жылғасынан сығылманы итерiп шығаруды жүзеге асыруға мүмкiндiк беретiн маңдайшамамен;
- соғылманың кез-келген элементiне әсер етiп, оны итерiп шығаруды iске асыруға мүмкiндiк беретiн маңдайшамамен және бұрылу иiнтiрегiмен;
- жұдырықшалы иiнтiрекпен.
Әр түрлi күшi бар баспақ үшiн жиынтықтың итерiп шығарушы механизмiнiң итеруге керектi жүрiсi оқулық [6] келтiрiлген.
| а – бойлы ұстатқышпен; б – бойлы қысатын қысқышпен; в – бүйірлік таяныш жасайтын бұрамамен; г – бүйірлік қысатын қысқышпен; д – тіреуіш арқылы таяныш жасайтын бұрамамен 12.3 сурет Қалыптық ендiрмені бекiту |
Қысып шығарумен қалыптанып жасалынатын соғылмалар үшiн үлкен жүрiсi бар арнайы итерiп шығарушылар қолданылады.
Тек қана ақырғы жылғадан соғылманы шығару үшiн бiр нүктеден итерiп шығаратын механизм қолданылады. Осы механизм құрылымы бойынша қарапайым болады. Бiрақта оның қолдану аймағы тым шектелген. Маңдайшасы бар итерiп шығарушы механизм мойынтiректi ұстау және қисайту себебiнен жиi апатқа алып келетiндiктен тағы да кеңiнен тарала алмады.
Жұдырықшалы-иiнтiректі итерiп шығарушы механизм әмбебапты, кез келген жағдайда тоқтаусыз жұмыс iстейдi. Жиынтықты алмай тiкелей баспақта ендiрменi жинақтауға және бөлектеуге кедергi жасамайды.
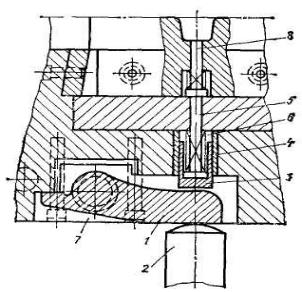
Жұдырықшалы-иiнтiректі итерiп шығарушы механизм 12.4 суретте көрсетiлген. Иiнтiрек өзiнiң табанымен сыналы жастыққа немесе баспақ сырғағының жұмысшы жазықтығына, ал стақан және сырық иiнтiрекке сүйенетiндiктен барлық жүйе жеткiлiктi қатаңдыққа иемденедi және үлкен күшке шыдайды. Бұл тек қана қылауға немесе iшкi далдашаға әсер етушi емес, ал тағы да соғылманың денесiне тiкелей әрекет етушi итерушiсi бар жұдырықшалы-иiнтiректі механизмдi қолдануға мүмкiндiк бередi.
| 1 – иiнтiректер; 2 – баспақ итеріп шығарушысының сырығы; 3 –стақан; 4 – бағыттаушы төлке; 5 – жиынтықтың итеріп шығарушысының сырығы; 6 - серіппе; 7 – ажырама мойынтірек; 8 – қалыптық ендірменің итергіші 12.4 сурет Жұдырықшалы-иiнтiректі итерiп шығарушы механизм |
Егер итерiп шығаруды тек қана бiр орталықта, яғни тек ақырғы жылғада, және осы жылғаның бiр жерiнде жүргiзу керек болса, онда бiр иiнi бар иiнтiректi қолданады. Алдыңғы және ақырғы жылғаларда итерiп шығаруды қолдану қажет болса, онда иiнтiректi екi иiндi етiп жасайды, ал үш жылғада итеріп шығару қажет болса, онда иінтіректі үш иiндi етiп жасайды. Әдетте бiрiншi жылғада шөктiрудi, июдi және осыған ұқсас әрекеттi iске асыратын болғандықтан (бұларға итерiп шығару керек етiлмейдi), онда әмбебапты жиынтықты екi иiндi иiнтiрекпен жабдықтайды.
Әмбебапты жиынтықтарда итерушiге әсер етушi сырықта белгiлi бiр орналасу тәртібі бар. Әрі бұл орналасу ендірмедегі итерушінің қажетті орналасуына әрқашанда сәйкестi болмайды. Жиынтықтың атаутiзiмiн көбейтпеу үшiн маңдайша арқылы ендiрменiң тiрек бетi жағында орнатылған итерушiге күштi береудi кеңiнен қолданылады.
Оқулық [6] иiнтiректiң негiзгi өлшемдерi келтiрiлген.
Қалыптық ендiрмедегi соғылманы итерiп шығару жүйесi, цилиндрлiк сырық немесе сақина тәрiздi пiшiнi бар соғылманы итерiп шығарушыдан (қалыптық ендiрменiң итерушiсiнен) және оны бастапқы жайына қайтарушы серiппеден тұрады (12.2 және 12.4 суреттерiн қараңыз). Соғылманы итерiп шығаруды кенерік, далдаша, соғылманың денесi арқылы iске асырылады. Соғылмаға тiкелей әсер етушi сырықтық түрi бар итерiп шығарушыны, соғылманың кептелуi ықтимал болатын бөлiмге тiкелей жақын жерге орналастырылады. Мысалы дөңесшеге, шығыңқылыққа, қырға жақын жерге. Оларды соғылманың орнығы бөлiмiне қарама-қарсы орналастыру қажет емес. Итерiп шығарушыны есеп ұзындығынан 0,5¸1 мм үлкен етiп жасау ұсынылады. Ендiрме жиналғаннан кейiн итерiп шығарушының шетжағын жылғаның бетiмен бiр деңгейде тазалайды.
Жылға қуысының қабырғасынан алысырақ жақта, итерушiге керектi тесiктi бұрғылауға мүмкiн болатын енi үлкен кенерік бар болған жағдайда ғана кенерікке әсер ету арқылы соғылмаларды итерiп шығарады. Далдашаға әсер етiп соғылманы итерiп шығару магазинi бар далдаша бар болған кезде ғана iске асырылады.
Соғылманың пiшiнi және оның кептелу мүмкiндiгiне байланысты жоғарғы немесе төменгi ендiрмеден, немесе екi ендiрмеден бiр мезгiлде соғылманы итерiп шығаруды қарастырады. Кейбiрде жиынтықтың төменгi тақтасының итерiп шығарушылар жетегiн жиынтықтың жоғарғы тақтасымен бұранда арқылы байланыстыратын маңдайша көмегімен iске асырады.
Соғылманы қысқашпен кенерiктен қарпығыштауды ыңғайлату үшiн итерiп шығарушының бар немесе жоқ болуына тәуелсiз барлық ендiрмеде ойықша жасайды. Бұл ойықшалар тоқпақтық қалыпта қолданылатын ойықшаларға ұқсас болады. (12.5 сурет).
| 12.5 сурет Соғылманы қысқашпен қарпу үшін керекті ойықшаның құрылымы |

Жылғаларды құрылымдау. ҚЫҚБ қалыбында дайындаушы және қалыптаушы жылғаларды қарастырады. Кейбiрде кенерiктi кесу және тесiктi тесу операцияларын орындауға керектi жылғаларды қолданады.
ҚЫҚБ қалыбының дайындаушы жылғаларына жаншитын, сырпiшiндейтiн, иетiн жылғалар және шөгу алаңшасын (кейбiрде жылжытатын жылғаларды), ал қалыптау жылғаларына алдыңғы, ақырғы және дайындаушы-алдыңғы жылғаларды жатқызады. Дайындаушы-алдыңғы жылғаны ұзартылған соғылмаларға ғана емес, ал тағыда ось бойымен қалыптайтын осi симметриялы соғылмалар үшiн қолданылады.
Баспақта ыстықтай қалыптаудың мынандай негiзгi ерекшелiлiктерiн ескерiп жылғаларды құрылымдайды:
- ендiрменiң ажырама бетi қалыптаған кезде жанаспау керек; жоғарғы және төменгi ендiрменiң арасына саңылау болу керек; құрылымдаған кезде осы саңылаудың мөлшерiн қылаудың қалыңдығынан үлкен етiп қабылдайды; соғылманы ыстықтай мөлшерлеу үшiн қолданылатын кейбiр ендiрмеге осы ереженi қолданбау рұқсат етiледi;
- қағида бойынша ендiрмеде тек бiр жылғаны орналастырады;
- ақырғы жылғада деформация сығымдаумен емес мүмкiншiлiгiнше шөктiрумен жүру үшiн жылғалардың өлшемдерiн өзара үйлестiру керек;
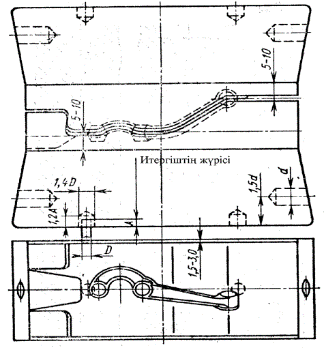
- қисық сызықты ажырама беті бар ендiрме үшiн сыртқы бүйiрлiк бетте тереңдiгi 1,5¸3 мм, ең кiшi енi 5¸10 мм болатын қасқалды алдын ала қарастыру керек (12.6 сурет); бұл қалыпты көлбеу бағытта реттегенде қатар тұрған ендiрменi шауып кеткізбес үшiн керекті;
- итергiшсiз ендiрмеде жиынтықтың итерiп шығарушысы еркiн қозғалу үшiн ұя қарастыру керек; ұяның орналасуы және оның диаметрi ендiрменi кез-келген реттеу кезiнде сынуға алып келмеуi керек (12.6 сурет);
- әрбiр ендiрменiң жартысында екiден тасымалдаушы тесiк болуы керек; осы тесiктер ендiрменi күрделi жөндегенде фигураны жаңартуға кедергi жасамауы керек; сондықтан оларды тiрек жазықтығына жақын орналастырады; барлық ендiрмедегi тесiктiң диаметрiн бiрдей жасау ұсынылады.
Кейбiр ендiрмеде (әсiресе сығымдаумен қалыптауға арналған) арнайы арнада айналымдайтын сумен салқындату қарастырылады.
Ақырғы қалыптаушы жылғаны ыстық соғылманың сызбасы бойынша жасайды. Кенерікке металдың ағуын азайту және тоқтату керек болған кезде аралықшаның қалыңдығын 40¸50 % азайтады немесе оның енiн 50¸70 % үлкейтедi. Енiн үлкейтудiң артықтығы бар. Өйткенi баспақты кернегiшке қауiп-тi жұмыс iстеуiн азайтады.
Ауаның және майдың жануынан шығатын заттардың топтануынан және жылға қуыстарында шыққан газдың орналасуынан терең және тар қуыстары бар жылғалар жаман толтырылады. Тоқпақта қалыптаған кезде мұндай болмайды. Өйткенi қалыптауды бiрнеше соғумен жүзеге асырады. Газды атмосфераға шығырып жіберу үшiн жылғаның терең қуыстарының түбiнде газшығарғыш арнаны қарастыру керек. Осы арнаны диаметрi 1,2¸1,5 мм үлкен болмауы керек. Әйтпесе оларға металл құйылатын болады.
| 12.6 сурет Қисық сызықты ажырандасы бар соғылма үшін ендірме |
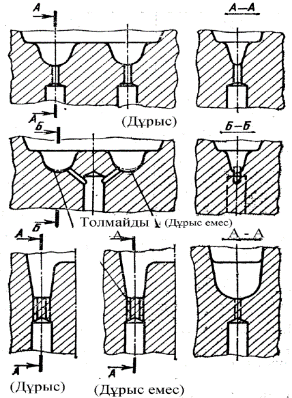
Егер қалыптың терең ойықшасының түбiнде жартылай дөңгелектi пiшiн бар болса, онда ойықшаның түбiнде бiр тесiктi бұрғылап тесу жеткiлiктi. Терең ойықшаның түбi жазық болған жағдайда тесiктi тiк қабырғаға мүмкiндiгiнше жақындатып ойықшаның әрбiр табанына бұрғылайды. Газшығаратын арнаны жасауды жеңiлдету үшiн 1,2¸1,5 мм диаметрi бар тесiктi 15¸20 мм тереңдiкке дейiн ғана бұрғылап теседi, ал ендiрменiң қарма-қарсы жағынан диаметрi 8¸15 мм болатын тесiктi бұрғылайды. 12.7 суретте газшығаратын арнаның дұрыс және дұрыс емес орналасуы көрсетiлген. Газшығаратын тесiктi атмосферамен байланыстыру үшiн ендiрменiң тiрек беттерiнде барлық тесiктердi басып өтетiн тереңдiгi 5¸6 мм бунақты жонғылайды.
Кейбiрде тесiктi бұрғылаудың орнына радиусы 0,75 мм болатын төрт бойлата жонғыланған арнасы бар саңылаусыз тығынды қию орынды. Бұл газшығаратын арнаны жасауды жеңiлдетедi және сонымен қатар тозған фигураны бұрынғы қалпына келтiру санын көбейтуге мүмкiндiк бередi. Газды шығару үшiн тағыда жылғаның итерушiсiнде орындалған радиусы 0,8¸1,2 мм арнаны қолданады немесе ендiрмелi қобылағыш сотанда орындалған диаметрi 1,5 мм тесiктi пайдаланады.
Дайындаманы алдыңғы жылғада деформацияланған кейiн ақырғы жылғаның қуысы шөктiру есебiнен жүретiн етiп (сығымдаумен емес) алдыңғы жылғаны құрылымдаған дұрыс. Сондықтан алдыңғы жылғадан алынған дайындама ақырғы жылғаның қуысының түбiне жақсы жатқызылуы қажет. Көрсетiлген шартты орындау үшiн алдыңғы жылғаның әрбiр қимадағы қуысын қалыптың ажырама жазықтығындағы көлбеу өлшемдерi бойынша ақырғы жылғаныкiмен салыстырғанда бiрнеше тар етiп жасайды. Ақырғы жылғаны толтырған кезде керектi артық металды жасау үшiн алдыңғы жылғаның қуысының тереңдiгiн ақырғы жылғамен салыстырғанда бiрнеше үлкен етiп (5¸6 %) орындайды. Осы артық металл ақырғы жылғаның қуысын жақсы толтыруды қамтамасыз етедi және кенерікке сығымдалады. Көлденен қимасының ауданы азғантай болатын кiшкентай соғылмалар үшiн алдыңғы жылғаның фигурасының өлшемдерiн ақырғы жылғанiкi сияқты орындайды.
| 12.7 сурет Газшығаратын арнаның орналасуы |
Егер алдыңғы жылғада қуысты толтыру артық металдың мөлшерi шамалы болатын шөктiрумен iске асырылатын болса, онда магазинi бар кенерлi бунақты жасау мiндеттi емес. Алдыңғы жылғада кенерлi бунақ бар болған кезде ақырғы жылғамен салыстырғанда аралықшаның енi 30¸40 %, ал қалындығы 1,5 ретке үлкен болуы қажет. Сығымдаумен соғылманы қалыптаған кезде жылғаны толтырудың кепiлi бар болса да баспақтың және қалыптың жұмыс iстеу жағда-йын жеңiлдету үшiн алдыңғы жылғаларда аралықша жасау мiндеттi.
Әдетте алдыңғы жылғаның әрекеттерiнiң радиустерiн ақырғы жылғаның радиустерiмен салыстырғанда 3 рет үлкейтедi, ал жiңiшке жиектердi дөңгелектетедi. Жұпталған соғылмаларды қалыптаған кезде, ақырғы жылғада соғылмалар арасында қыспақтың пайда болуына алып келетiн артық металл болмау үшiн, алдыңғы жылғадағы соғылмалардың арасындағы жұқа металдың қалыңдығын 30¸40 % азайтады.
Негізгі әдебиеттер [3] (тарау 4, бет 203 – 209); [4] (тарау 6, бет 376 – 409).
Қосымша әдебиеттер [6] (тарау 9, бет 273 – 275).
Бақылау сұрақтары
1. ҚЫҚБ-да қалыптаған кезде ақырғы және алдынғы жылғалар қалай құрылымданады?
2. ҚЫҚБ-да қалыбында қандай жиынтықтар қолданылады ?
3. Жиынтықтың жабық биіктігін қалай реттеуге болады ?
4. Жиынтықтың бағытташы түзiлiмі дегеніміз не ? Ол не үшін қажет ?
5. Қалыптық ендірмелерді қалай бекітеді ?
6. Әмбебапты жиынтықтардың итеруші механизмдерін қалай құрылымдайды ?
7. ҚЫҚБ-да қалыптаған кезде қандай жылғаларды дайындаушы жылғаларға жатқызады?
8. Ендірме дегеніміз не ? Ол не үшін керек ?
9. ҚЫҚБ-да қалыптаған кезде газшығаратын арна не үшін қажет ?
10. Газшығаратын арна қалай құрылымданады ?
№ 13 дәріс. Көлденең соғу машинасында қалыптау. Соғылмаларды топтау. Қалып жылғаларының түрі. Қалыптаудың технологиялық үрдiсiн жасау.
Дәрістің конспектісі
Дата добавления: 2016-12-08; просмотров: 1039;