Негiзгi механизмдерді және түйіндерді бақылау
Негiзгi механизмдерді және түйіндерді бақылау әдiстерi
Жазықтықтардың түзусызықтығын тексеру. Таралған әдiс бояу бойынша тексеру болып табылады сынау тақтасы, бақылау сызғышы, эталон немесе түйiндестiрiлетiн бөлшектер көмегiмен. Беттiң өңдеуiнiң сапасы туралы 1...2м ұзындығын жазықтықтары сайып келгенде тексередi орналастырылуын бiр қалыптылығы боялған жан-жағынан алып қарағандайды өкше. Басқа әдiс сызғышпен және сүңгiмен тексеру болып табылады. Дәл сызғышты әртүрлi бағыттардағы тексерiлетiн жазықтықтарына үстiне қояды. Металлдық сүңгiмен немесе папирос қағазының жолағымен тексерiлетiн жазықтықтың аралығында саңылаулар өлшейдi және жылан балықтар қандай 0,02 мм дейiн дәлдiкпен.
Жазықтықтардың түзусызықтығын индикаторы бар сызғыштармен тексередi. (миниметр) индикатор жылжымалы станоктiң бiр бөлiктерiнде марқаланады. Индикатордың өлшеушi штифтi тексерiлетiн жазықтықта қозғалмай бекiткен және есептеудiң базасы болып табылған сызғыштың тiк бетi тюы керек. Сызғыштарды оның аяқтары бойынша қойылған құралдың көрсетулерi болу үшiн сайып келгенде салады. Құралдың көрсетулерiн ең үлкен айырым бойынша түзусызықты еместiң қателiктерiн анықтайды. Бұл әдiс 1500мм дейiн ұзындықты жазықтығы тексерудiң жанында қолданамыз 0, 01 мм дейiн дәлдiкпен.
Жазықтықтардың сызықтығы деңгей бойынша тексередi. Әмбебап немесе жақтаулық деңгейлерi ұзындыққа және қуши көлденең астарлардың арқасында қойылған жазықтық бойынша әртүрлi бағыттарда жылжытады. Тексерудi дәлдiк - ұзындықтың 1000 ммiндегi 0,02мм дейiн. Сызықтықтың тексерулерi үшiн үстелдер, күймелердiң суппорттарының орын ауыстыруларын үлкен ұзындыққа тағы сол сияқтылар өлшем телескоп арқылы әдiстi пайдаланады және (таңба ) нұсқағыш.
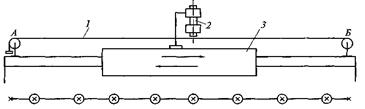
Бұл тексеруде қозғалмай қойылған (167 сурет) телескоптың оптикалық бiлiгiмен 2 жылжымалы (суппорт, үстел) станоктiң бiр бөлiк қойылған нұсқағыштың жағдайының окуляры арқылы салыстырады. Телескоп немесе нұсқағыш ауытқудың өлшемдерi үшiн нұсқағыш телескоптың оптикалық бiлiгiмен түйiскендей етiп орын алмастырады.
Тексерудi алдында телескоптың оптикалық өсi оның шеткi жағдайларындағы нұсқағышы бойынша орнатады, кейiн суппортпен бiргемен немесе станоктiң үстел жылжымалы нұсқағыштың барлық аралық жағдайлары не тексередi. Өлшеу дәлдiгi - ұзындықтың 1000 мм 0,02 мм. Телескоптың фокусiнiң жағдайлары олардың әрқайсысына нұсқағыш бойынша бақылаулар үшiн линза арқылы сiлтейдi, басқарылатын 3 бұрандасымен.

1 - сәулекөздік; 2 - нұсқағыш; 3 - бұрама
167 сурет. Құралкүймешіктердің орын ауыстыруды түзу сызықтығын
телескоп көмегімен және нұсқағыш арқылы тексеру
Орын ауыстыруларды сызықтық сым және микроскоптар көмегiмен тексередi. Бұл (168 сурет) әдiс 0,1 мм аспайтын 1 диаметрдi болаттан жасалған сымды 3 есе астам екі аяқтың орын ауыстыруын ұзындықтың жанында жиiрек станоктерi тағы басқалар күймелер, суппорттар, үстелдердiң орын ауыстыруды сызықтықтың тексеруi үшiн қолданады. Сым бақылау түзуi қызмет көрсетедi. Сүйретпе қыратын тағы басқалар туралы (токарь) орталықтары бар станоктердiң жанында ол орталықтардың бiлiгiмен сәйкес келетiндей етiп бекiтедi. 2-шi микроскоп жылжымалы станоктiң бiр бөлiгiнде 3 марқаланады және тексерiлетiн станоктiң бiр бөлiгiнiң орын ауыстыруын барлық ұзындықта тiк жазықтықтарда бақылайды. Ауытқудың өлшемдерi үшiн бүйiрлеу жасаушы сымнан микроскоптың окуляр тілімшесінің штрихтарын қоса атқарады. Өлшеу дәлдiгi - 0,02...0,0 мм. Бұл әдiс 10 м ге дейiн ұзындықтың жазықтықтарын тексерудiң жанында қолданады.
Штрих микроскоп межелігі
1 - сым; 2 - микроскоп; 3 -білдек; А,Б – аунақшалар
168 сурет. Орын ауыстыруларды түзу сызықтықтығын сым арқылы және микроскоппен тексеру
Бағыттайтын орнақтарды түзу сызықтық коллиматор арқылы анықтайды, оптикалық құралдың параллел сәулелерiнiң шоққа жарық көзiн жаңқалауға өте құрастыр бөлiгiне. Коллиматорлар қолданылатын машина жасауларда көлбеулер және жылжуларды өлшем үшiн маркалармен әдетте жабдықтаған. Көлбеулердi өлшем үшiн марка бұрыштық минуталардағы бөлiктеген. Ол арналған (169 сурет) тiк және көлденең жазықтықтарға коллиматордың көлбеулерiн анықтауға болады.
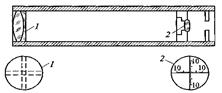
1 - жылжуларды өлшем үшiн марка; 2 - көлбеулердi өлшем үшiн марка
169 сурет. Машина жасауда қолданылатын оптикалық өлшемдер үшiн коллиматор
Көлбеулердi өлшем үшiн марка бiрi жабулы күмiс сүзгi екi желiмделген шыны тұратын тілімшелі болады. Сүзгiде нұсқағыш жасаушы екi өзара - перпендикуляр штрихтары әкелген. Жылжуларды өлшем үшiн марка объективтiң жазық артқы бетiнде болады.
Автоколлиматордың сұлбасы 170 суретте көрсетiлген.
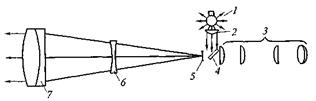
1 - жарық көзi; 2 - конденсор; 3 - микроскоп; 4- жазық параллельді шыны тілімше; 5 - тор; 6- терiс шоғырландыратын линза; 7 - объектив
170 сурет. Автоколлиматордың сұлбасы
Автоколлиматордың қолдануы тексерудi дәл нәтиже берiп жеңiлдетедi.
Параллелдiкті және перпендикулярлықты тексеру. Жазықтықтардың параллелдiгiн тексерiлсiн (штангенциркүлмен, штихмаспен, масштабты сызғышпен, үлгiмен) әмбебап өлшеу аспаптармен тiкелей өлшеммен мүмкiн; жанама немесе құрамалы әдiспен (деңгейлер, индикаторлар) әмбебап өлшегiш аспаптар сызғыштарды қолданып көмегiмен және тақталар. Жазықтықтардың перпендикулярлығы келесi әдiстермен тексередi: сүңгi, штихмас немесе (ұзындықтың 1000 мм дегi 0,02 ммiне дейiн тексерудi дәлдiгi) индикатордың қолдануы бар бұрышшысымен; май немесе жақтаулық деңгейi және (ұзындықтың 1000 мм iндегi 0,02 мм не дейiн тексерудi дәлдiгi) тiктеуiш. Спираль иiлгендiгi, немесе әмбебапты көпiр көмегiмен бағдарлаушы. Мысалы, 0,02 мм нақтылы шкала бөлiгiнiң құнымен күйменi және деңгей сонымен бiрге бұл мақсат үшiн қолданады. Тарапқа деңгейдiң көпiршiгiнiң ауытқуы бойынша нақтылы ұзындықта шама туралы соттайды.
Саңылауларды және бiлiктердiң өстестiгiн тексеру. Өстестiктер тексерудi қырғи қабақ iшек көмегiмен өндiрiп алуға болады. Тексерiлетiн бетке iшегiнен қашықтық штихмастармен өлшейдi. 10 м дейiн тексерудi дәлдiк саңылаулар арасындағы қашықтықтарда 0,05 мм құрайды. Тебетейiлген бұрылатын құрылымдарды бiлiктер немесе роторлардың ортаға келтiруiнде 171сурет қолданады. 1 құрылым 2 біліктерде құрастырады. Сүңгi немесе индикатормен тексерiлетiн бiлiктердiң бұрылысында бұрышқа бiрдей болу керек болатын а және б саңылауларын шамаларды тексередi және еселi 90°. Өлшеу дәлдiгi - 0,01 мм ге дейiн құрайды. Өстер және бiлiктердiң параллелдiктерi көбiнесе эталон оқтаулары және әмбебап өлшеу аспаптар көмегiмен - штихмас және микрометрмен тексередi.Өлшеу дәлдiгi өстер 2 м дейін арасындағы қашықтықтарда 0,01 мм - дi құрайды.
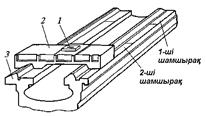
1 - деңгей; 2 - күймеше; 3 - орнақ
171 сурет. Күймемен және деңгейдi (извернутости ) иiлгендiктi анықтау:
Беттердiң тiрелуi және тығыз бекiтiлгенін тексеру. Беттердiң арасындағы тығыздық және саңылаулар бояуға немесе сүңгiлермен тексередi.
Тар беттердiң тiрелуiн тығыздықтарды саңылауға анықтайды. Қосу тығыз бекiтiлгенiн тексерiлу үшiнгидравликалық сынақтарды өндiрiп алады.
Білдектiң жөндеу сапасын тексеру. Олар жөнделген станоктердiң сапаны тексерулерi үшiн дәлдiктiң нормалары бойынша (тексерулер) сынауларды қатарларға ұшырайды, нақтылы техникалық шарттармен. Білдектердің сынаулары уақытында өткiзедi:
• дәлдiктiң геометриялық тексерулерi;
• дәлдiктiң жаттығу тексерулерi;
• қаттылықтың сынауы.
Білдекті стенд немесе цехта iргедегi оның жағдайының көлденеңдiгiнiң деңгейлерi орнатып көмегiмен тексередi. Содан соң станок жылдамдықтардың ең үлкен күйiнделер жаттықтыру үшiн босқа бiрнеше сағат ағымында қосады. Жаттықтырулар уақытында станок дiрiлдеу, бөтен немесе шамадан тыс шулар, қызып кетулердi айқындайды 1. ағымға толық жүктеменiң жанында жұмыс iстеуi керек тағы сол сияқтылар. 2сағ, дәлдiктiң геометриялық тексерулерiне осыдан кейiн бастауға болады. Егер тиiстi стандартта деңгей бойынша станоктiң мұқият тексеруiнiң дәлдiгi көрсетiлмесе, онда ұзындықтың 1000 ммiндегi 0,04 ммi асу тиiстi емес асу тиiстi деңгей бойынша анықталатын ауытқу. Станоктер (жүктемесiз) жеке түйiндердiң қозғалысы уақытында қолдан iске асады, жоқ болғанда қол ерiксiз келтiруi - ең кiшi жылдамдықта механикалық.
Білдектің дәлдiктерiн геометриялық тексерудiң жанында станоктiң басқа түйiндерi туралы айналдырықтың орналастырылуын дұрыстықтарды анықтайды, жазықтықтардың сызықтығы, өстер және жазықтықтардың параллелдiк және перпендикулярлығы. Дәлдiктiң жаттығу тексеруi жұмыста станоктiң дәлдiгiнiң сынауына апарады. Білдекте сонымен бiрге тиiстi форманың бұйымдарының типтi таза өңдеулерiн өндiрiп алады. МЕСТпен немесе техникалық шарт қойылған кiру рұқсаттары керек болатын ауытқу өңдеген бұйым өлшей анықтайды.
Дата добавления: 2016-06-24; просмотров: 1709;