Гидравликалық жетектердің түйiндерiн жөндеу
Құбыржолдардыларды жөндеу
Гидравликалық жүйелер механикалық энергияны (үрлегiштер) гидравликалық және гидравликалық өзгертедi-(гидротурбина) механикалық. бұл жүйелер қозғалыс жылдамдық-тарының үлкен диапазонында, байсалды реверстеумен, үлкен күштердi берiлу, жоғарғы дәлдiгi бар тетiктердiң жұмыстың автоматтандыруы, түйiндер және тетiктердiң стандарти-зациясының мүмкiндiктерi, ұзақ уақытқа жарамдылықпен, пайдалануда сенiмдiлiкпен, оңайлықпен және басқарудың оралымдылықты баспалдақсыз реттеулермен бейнеленедi. Құбырдағы сұйықтың қозғалысы (тiзелер) айналмалардың құбыр, үлкен санның iшкi бетiнiң жеткiлiксiз биiк кедiр-бұдырлығы және қиманың тұрақты емесi артынан күштiң жоғалтулары, шақырылатын үйкелiстер және кедергiмен жарысай алады.
Құбырларды және шлангтердi қосулысы әр түрлі болуы мүмкін.
Түстi металлдардан нәзiк құбырлары сомындармен штуцерлерiне өзара жалғастырып немесе бекiтедi тығыздағыш конустарына құбырларының тойтарған аяқтары тiкелей немесе арнайы төлкелер арқылы басатын- (162, а сурет) ниппелдер.
Ептеген диаметрдiң құрыштан жасалған тұрбаларына бурттары бар арнайы конусты ұштар пiсiредi. Жалғағыш гайка, штуцердiң конусты саңылауын бет немесе (162, ә сурет) жалғағыш муфтаға ұшының конустары басар едi буртке шiре басар едi. үлкен диаметрдiң құрыштан жасалған тұрбалары көмегiмен жалғастырады беттi. Фландықтар (162, б сурет) дәнекерлеудi тұрбамен жалғастырады, (162, в сурет) ою арқылы, сиректеу - (162, г сурет) жаншып қақтаумен. Құбырлардың фландықтары бұрандалармен немесе (162, д сурет) болттармен өзара жалғастырады. Нақтылы қиындықтармен үлкен диаметрдiң өзара резеңке дарымаушы шлангтерi немесе (штуцермен) құбыры бар резеңке шлангтерiнiң қосуы байланған. Мұндай (162, е сурет) қосулардың конструкциялары күрделi және бiрнеше бөлшектерден тұрады.
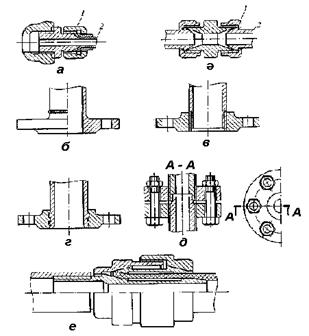
а- арнайы төлкелер - ниппелдер: 1 - сомын; 2 - құбыр; ә - муфтамен қосу: 1 - сомын;
2 - құбыр; б - пісірумен құбырларды қосу; в - құбырларды қосу бұрандамалар арқылы;
г - шырқайналдырумен құбырларды қосу; д - бұрандалармен құбырларды қосу;
е - жалғастықтың көмегімен қосу
162 сурет. Құбырларды және шлангтердi қосу
Құбырлардың қосуда және су жүйелерiндегi төсем, тығыздамалар және көмкемелердi кең қолданады. Төсемдер майға шыдамды резеңкеден, мыс, қатырма тағы басқалар төсемдердiң көпшiлiктiң су жүйелерiнiң жөндеуiнде өзгертуге дәл келуге сығылған қорғасындарды даярлайды. Жанында солқылдақ құбырлардың әдiстерi жөндеу - жинақтау жұмысысылар материал және құбыр қабырғасының қалыңдықтарынан тәуелдi болады. Мыс және алюминий балқымаларынан құбырлары рекристаллизация қыздыру өңдеулерiне солқылдақтың алдында ұшырайды - нақтылы температураға дейiн қыздыруы және суда тез сууiне. Құбырдың материалы өз әсемдiлiгi жоғалтпау үшiнжылу өңдеу құбырларды iлесе үлгi бойынша гибкелерге ұшырайды, өйткенi кейбiр материалдар тығыздықтарды жылу өңдеуден кейiн жылдам қалпына келтiредi. Жұқа бүйiрлi құбырларды қурап қалған құммен, екi тараптармен саңылауларды солқылдақтың алдында толтырады (163 сурет) ағаш тығындармен қағады. Болат материалдардан құбырларды айырбастайтын (163 сурет) роликтермен алдын ала қыздырусыз құрал-сайман арқылы бүгер едi. Құбырлардың жаншып қақтауын (163 сурет) конусты оправа көмегiмен жүзеге асырады. Болаттан жасалған құбырлар қабыршақ және коррозиядан тұз қышқылы және тазартуды ерiтiндiнi жуудан кейiн құрастырады. Қысылған ауаны құбырлар үредi. Су жүйелерiнiң құбырлары қисықтық бойынша 1, 5 мм артық ауытқулар алуы керек. Әрбiр тұрбаны ең жоғары жұмыс қысымы 20 % артық қысыммен гидравликалық сынауларға ұшырайды.
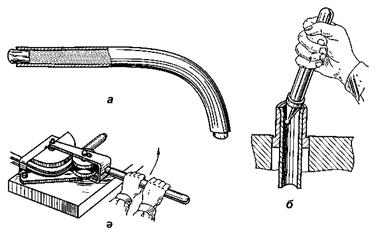
а - нығыздалған қурап қалған құммен және тығындармен құбыр; ә - ауыспалы аунақшалармен құбырларды ию үшін құрал-сайман; б - шырқайналдырушы құрал білікше
163 сурет. Құбырларды шырқайналдыру және ию
Гидроцилиндрларды және поршеньдерді жөндеу
Гидроцилиндр жұмыс қуыстарының арасындағы майдың биiк ағып кетуi - су жүйелерiнiң күш беретiн цилиндрлерiнiң жұмысындағы тән мiн. Гидроцилиндрлардың нормалы жұмысы тек қана ең төменгi iшкi ағып кетулерде болуы мүмкiн. Көбiрек iшкi ағып кету болған сайын органдардың бiр қалыптырақ жұмысшы қозғалысы сол жүктеменiң өзгерiсiнде. Гидроцилиндрдiң (поршень немесе цилиндр) жылжымалы бөлiгi майдың ағып кетуiнiң анықтаулары үшiн жағдай, тән ең үлкен тозудағы қатты тiреу көмегiмен орнатады.
Су жүйесiндегi қысым майдың температурасының жанында 60 кгс/см2 дейiн 50оС жеткiзедi, сыйымдылық майдың ағып кетуi қандай болмасын бактен қара өрiк құбыр С.ажыратып бiрнеше минуттар ағымында жинайды. Егер лаолардың масы ағып кету норманы шектен шықса, онда жүйе жөндеуге жатады.
Гидрожетектің жеткiзулердiң цилиндрлерiнiң тозуының сипатты белгiлерi - кетiктер, белгiлердiң саңылауды диаметрдiң сопақтық, конустық, үлкеюi, бiлiмi. Майдың ағып кетуiн Ния увеличесiнеғана емес, үлкен тозуда және пiскектiң сыналауына да бұның барлық алып келедi. Жұмыстардың жөндеу кезде гидржетекті жеткiзудiң бұзуларынан кейiн жуып, цилиндрдың саңылауын бет мұқият қарап шығып өлшеу керек. Диаметрлiк өлшемдер бiрнеше қарама қарсы қарама-қарсы нүктелердегi цилиндрдың саңылауын ұзындық бойынша индикатор нутромерлерiмен өлшейдi.
Тегiстеу станоктерi үшiн гидрожетекші жеткiзулердiң цилиндрлерiнiң саңылаулары Н11 бойынша диаметрлiк өлшемге кiру рұқсаттарымен орындайды, агрегаттық станоктер - Н10 бойынша, көшiргi - Н7 бойынша. Цилиндрдың барлық ұзындығында (конустық, сопақтық және күбi тәрiздiлiк) саңылауды геометриялық формаданғы ауытқулары саңылауды диаметрге кiру рұқсатының жартысы аспайтын болуы керек, цилиндрдың өстерi сызықтықтан - 500 ммнiң ұзындығында 0, 03 мм аспайтын. Бөлiктi тәуекелдер туралы рұқсат етiлмейдi. Әдеттегiдей саңылауды беттiң кедiр-бұдырлығы 0, 2 мкм аспайтын. Цилиндрларды жөндеуде арнайы бастардың токарь немесе көлденең-жону білдектерінде қашайды.Гидрожетектердің жеткiзулердi поршеньдер СЧ21 дiң марканың шойындарынан әдетте даярлайды. Пiскектiң диаметрi f7 отырғызуы бойынша орындайды, нецилиндричность және дөңгелек еместiк оны кiру рұқсатының жартысы шектен шығуы керек. Нығыздағыш құрылғыларға негiзгi ықылас пiскектердiң жөндеуiнде зер салады.
Гидрожетек жеткiзулердi штоктер конструкциялық көмiртектi және қоспаланған болаттардан даярлайды. Соташықтардың тән тозуы тәуекелдер және беттiң бойлай геометриялық өсiнiң надирлары болып табылады. Соташықтар HRC 45..60 қаттылық қыздыру өңдеулерiне ұшырайды. Жөндеу технологиясы шамамен сондай болып, сонымен қатар бiлiктер, жөндеудi ерекшелiк үшiн - нәзiк қайраумен жететiн немесе мәреге жетумен супер (Ra 0,050...0,012мкм) беттiң ең кiшi кедiр-бұдырлығының қамтамасыз етуi.
Сорғыштарды жөндеу
Ұзақ уақыт гидрожетекті жеткiзу жөндеусiз әдетте сала жұмысы болып табылады немесе сапасыз май кiр басқан жұмыс iстей алады, оның мезгiлсiз шығуын негiзгi себебiмен. Май кiр болатын үйкелетiн беттердiң үлкен тозуы шақырады. Сорғыштар және су моторлар гидрожетек жеткiзулердiң тез басқа түйiндерiн ескiредi. Негiзiнде бұл құрылымдардың жөндеуi түйiндестiрiлетiн жылжымалы бөлшектердiң арасындағы үлкен саңылауларды тозу жоюға құрастыратын салдарынан апарады, сызаттар және кетiктер.
Дата добавления: 2016-06-24; просмотров: 2086;