Рал-саймандардың жасау және жөндеу
Білдекті әмбебап құрал-саймандар, олардың классификациясы
Білдекті құрал-саймандармен метал кесетiн станоктерге қосымша құрылымдарды деп атайды. Олар механикалық өңдеуге және құрастырудың жанында станок және кесетiн аспаптар туралы тиiстi жағдайдағы қою және даярлауларды бекiту үшiн арналған.
Өндiрiс тұрпаттар, форма және даярлаулар, техникалық талаптар және қолданудың шарттарының габариттi өлшемдерiнiң станокты құрал-саймандарына байланысты топ-топтарға ұсақтайды: (УП) әмбебап жалпы тағайындаулар, (БК) арнайы, (УСП) версал - құрама, (СРП) жинамалы және кейбiр басқа.
Әмбебап құрал-саймандар формаға және габариттi өлшемдер бойынша қою және даярлауларды бекiту, рет үшiн жеке және сериялы өндiрiсте дербес қолданады. Оған токарь патрондары, станокты қыспақтар, кондукторлар, бөлгiш құрылымдар, үстелдердi жатады тағы басқалар. Әмбебап құрал-саймандар наладкасыз және жөндеуге ұсақтайды. Жөндеу құрал-саймандары тұрады екi жиiрек - сменалық әмбебап. Тұрқы, тағы басқа бөлшектердi ерiксiз келтiру тұратын әмбебап бөлiк тұрақты болып табылады және стандарттармен сәйкес алдын ала өндiрiледi. Жөндеу құрал-сайманның бiр бөлiгi формамен және осы құрал-сайманда жұмыстанылатын бөлшектердi топтың габариттi өлшемдерiмен сәйкес өндiрiлген сменалық қалыптаулардан тұрады. Жөндеу құрал-саймандарына кондукторлар, бұрылатын бағандар, үстелдер сменалық жұдырықшалары бар әмбебап патрондар, сменалық еріндері бар қыспақтар, оқтаулы жатады тағы басқалар.
Арнайы құрал-саймандар нақтылы бөлшектi өңдеу немесе бiрөңкей бөлшектердi топ үшiн арналған. Мұндай құрал-саймандар қоюды жоғарғы дәлдiк және тез бекiтулерiн қамтамасыз етедi. Әмбебап-құрама құрал-саймандар жеке және майда сериялы өндiрiстерде қолданады. УСП жүйесiнiң техникалық - ұйымдастыру мәнi кез келген арнайы станокты құрал-сайман стандартты және бiрыңғайлалған бөлшектер және және көп рет қолданылатын алдын ала жасалған түйiндерден жиналғандығында.
Әмбебап құрал-саймандар.
Әмбебап жөндеусіз құрал-саймандарының конструкциясының машина жасауындағы кең таралғанды қарап шығамыз.
Жұдырықша патрон. Токарьге және тегiстеу станоктерiнiң қоюлар және даярлауларды бекiтуi үшiн жұдырықша патрондарды қолданады. Олар - үш және четырехкулачковые, қол және механикаланған ерiксiз келтiрумен, өздiгiнен ортаға келетiн жұдырықшалардың тәуелсiз орын ауыстыруымен екi-шi болады. МЕСТ 1654—71-шi патрондардың төрт дәлдiк класын ескередi: Н - нормалы П -, В- биiктен , А - ерекше биiк.
Екi жұдырықшалы патрондар арматура, модалы құюдың күрделi форма болатын даярлауларының ептеген шақталарын бекiту, штампылаулар, шыңдалулар үшiн қызмет көрсетедi олар тағы сол сияқтылар қол ерiксiз келтiруi, және (МЕСТ 16682-71) тұтқалы тетiк (МЕСТ 16866-71) ортаға келтiнетiн (МЕСТ 14903-69) спираль - рейкалы және бұрандалы тетiктермен танап даярлайды.
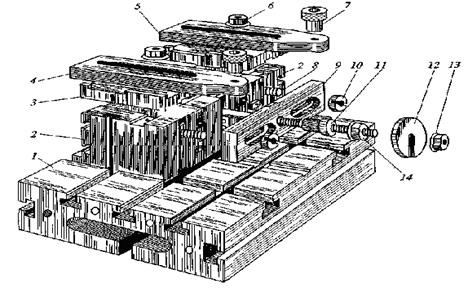
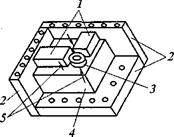
Қолдану ең үлкен (151 сурет) қол қысқышы бар әмбебап үш жұдырықша спираль - рейкалы патрондар табады. Бiр домалақ беттегi 2-шi патрон корпуста 1 орналасқан дисгi конустық тiстi доңғалағы болады, басқаға - тақтайшалармен iлiктiруде 3 болатын спираль рейкалы саңылаулары. Түзулер немесе керi жұдырықшалар 5, 3 бұрандалардың тақтайшаларының крест сияқты саңылауында 4 бекiткен. 2 дисктiң 6 доңғалағының үш конустық тiстi доңғалақтарының бiрi айналуда домалақ кiлтпен патронның 5 өстерiне 3
Жұдырықшалармен тақтайша бөлшектi бекiтуде қайрылып орын алмастырады және өстер - оның босатуында. 7 қақпақ ұзына бойына жылжудан патрон 2 диск корпуста ұстап қалады.

а - үш жұдырықша өздiгiнен ортаға келетiн патрон: 1 - корпус; 2 - диск; 3 - тақтайша; 4 - бұранда; 5 - жұдырықшаның тiркеме ; 6-конустық тiстi доңғалақ; 7 - қақпақ; Н - патронның енi; D - патронның корпусының диаметрi; ә - патрон әмбебапты четырехкулачковый: 1 - тарту; 2, 7 - төлкелер; 3 - стопор; 4 - муфта; 5, 11 - тетiктердiң өстерi; 6, 10 - тетiктер; 8 - жүзитiн түйiршiк; 9 - жұдырықша; 11 - тетiктiң өсi; 12 - сомын
151 сурет. Әмбебап патрондар
Патрондар әмбебап төртжұдырықты үшiн өстер мұқият тексерудiң жоғарғы дәлдiгi керек болатын күрделi форманың бөлшектерiн бекiткiште үшiн және ауыр бөлшектер қызмет көрсетедi. Өздiгiнен ортаға келетiн тұтқалы механикаланған патрон төртжұдырықтылы 151,ә сурет көрсетiлген. Ол өтпелi ернемек көмегiмен станоктiң мойвнтректерінде бекiтедi. Патрон өздiгiнен бұрап алулар серiппелi стопорды жұмыс уақытында қоруыштайды. Ол төлкеде тартуда 1 бекiткен 2 орнатылған. Пневможетектiң 1 соташықғымен тартуымен бiрлескен тарту жұдырықшалардың радиал орын ауыстыруын реттеуi үшiн қызмет көрсетедi. Тетiктердiң әсерiнен 6 жұдырықшалар 9 патронның өстерiне жылысады. 6 және 10 насажены өстерге тетiктер 5 және 11 және патронның корпусының ностиы цилиндрлiк үстiнендерге арқа сүйейдi. Соташықпен пiскек қашан солдан оңға жылысады, жұдырықшалар 9 тарқайды және бөлшектi босатады. Бұрандалармен жұдырықшаларға сменалық губкалар бекiнедi. Машина қыспақтары. Қыспақтардың конструкциясы тұрақты бөлшектерден тұрады - корпус, сырғанақтар, бекiтудi тетiк - және формаға және даярлаулардың габариттi өлшемдерi бойынша өңдеу үшiн сменалық губкалар әр түрлi. Қыспақтар губка жүзитiн бiр немесе екi жылжымалы даярлайды.
Қыспақтардағы қысқыштар гидравликалық және пневмогидравликалық механикалан-ған қол, бұрандалы, эксцентрик, пневматикалық бола алады. МЕСТ 14904-69 машина қыспақтары бойынша пов үш тилердi даярлайды: Қол ерiксiз келтiруiмен, гидрожетекші жеткiзумен, пневможетекке болып табыл. Машина қыспақтарының конструкциялары қаттылануы керек, жылдам және ыңғайлы жұмыстарда.
(УНП ) әмбебап - жөндеу құрал-саймандары тұрады екi жиiрек - сменалық әмбебап.
Әмбебап бөлiкке корпусты бөлшектер және - формамен және жұмыстанылатын даярлаулардың габариттi өлшемдерiмен сәйкес жасалған жөндеу сменалық ерiксiз келтiрулердi кiредi. Унп құрамға кондукторлар, үстелдер жұдырықша және бiлезiк қысқылар, қыспақтар, скальчатыелер кiредi тағы басқалар. Кондукторлар Скальчатые бұрғылау станоктерiнде әр түрлi даярлауларды өңдеудiң жанында кең қолданады. Консолды (МЕСТ 16889-71) пневматикалық бекiтумен, портал (МЕСТ 16892-71) пневматикалық бекiтумен және портал (МЕСТ 16891-71) конусты қысқышпен скальчатые кондукторлар бар болады. Кондуктордың кез келген скальчатогосы конструкцияға тұрақты және сменалық (жөндеу) түйiндер кiредi. Тұрақты түйiндер және оқтаулардың орын ауыстыруы және жұмыстанылатын даярлауларды бекiту үшiн корпус, екi немесе үш кондуктор тақта жүк көтергiш оқтаулар және тетiктер болып табылады.
Сменалық жөндеулер жұмыстанылатын даярлауларды конфигурасы сәйкес жобалайды. Олар қоятын тұрады - түйiндер және кондуктор төлкелерiнiң комплектiмен сменалық кондуктор тақтасын жимныхқа. Негiздеулер және сменалық қалыптауларды бекiту үшiн корпуста және кондуктор тақтасына (ортаға келтiнетiн саңылаулар, қоятын саусақтар, т сияқты саңылаулары тағы сол сияқтылар) қоятын беттер ескерiлген.
Кондуктордың скальчатогосы құрылым және әрекет ету қағидатын қарап шығамыз. (152,а сурет) негiзде 4 сменалық жөндеудi жұмыстанылатын пiшiлген заттарын орнатқан 5 бекiтедi. Негiзбен табандатқан бiртұтас құрайтын бағандардың саңылауларында 6 сменалық кондуктор тақтасына 2 қосылған оқтаулар 3 кiредi. Әрбiр пiшiлген затының өңдеулерi үшiн нақтылы рет орналасқан тиiстi өлшемдердiң кондуктор төлкелерiнiң керек санымен жеке тақтаға қолдану керек. Саптар бұрылыста өстерiне Опусты 3, кондуктор тақтасын оқтауда тiстi тақтайшамен бөлшек жалбарынып қысуға айқастыратын тiстi доңғалақта болатын 1.
Егер пiшiлген затын бағытында бекiтуге керексе, (152, ә сурет) консолды түрдiң кондукторлары скальчатые қолданар едi перпендикуляр бұрғылауы қолданар едi. Кондуктор портал (152, б сурет) скальчатый екi жеке бағандары болады. Олар арасындағы қашықтық өзгертуге болады, пiшiлген затының бекiткiшi үшiн жөндеулердi орнатқан 4 негiз үшiн сырғымалы iстейдi. Негiзi керек жағдайда 1саптың бұрылыстарымен бекiтедi.

а - кондуктор оқтаулы: 1 - сап; 2-кондуктор тақтасы; 3 - оқтау;
4 - негiз; 5 - сменалық жөндеу; 6 - бағана; ә - консолды түрдiң кондукторы; б- кондуктор оқтаулы порталды: 1 - сап; 2, 3, 4 - негiздер
152 сурет. Оқтаулы кондукторлар
Әмбебап-құрама құрал-саймандарының (УСП) жүйесi түрлi бiрыңғайлалған және үйреншiктi бөлшектер және әр түрлi станокты құрал-саймандар құрастыруға болған түйiндердiң жиынының жасауында негiзделедi. Мұндай бөлшектер және түйiндердiң жиынына тақта, тiрек, қоятын бөлшектер, кондуктор төлкелерi және тақтайшалар, жабысулар, фиксаторлар кiредi тағы басқалар.
УСП арнайы қамба сақталатын құрама элементтерге қолданудан кейiн талдайды.
Екi саңылауларды бұрғылау үшiн УСП монтаждық схема 153 сурет көрсетiлген. Бұл құрал-сайманның негiзiмен бұрандамаларда 6 екi тiрек 2 бекiтетiн 1тақта қызмет көрсетедi. Тiректер бұл кондуктор төлкелерi 7 жүк көтергiш кондуктор жұқа тақтайшалары үшiн бағдарлаушы тақтайшалар 3, 4 және 5 орнатады. 8 және сомындардың бүйiрлеуi 2 бұрандамалардың тiректердiң бетiне 10 тақтайшаға 9 қосады. Тақтайшалары орталық саңылауына 11, сыртқы цилиндрлiк бетiн төлкесi қай кiредi жұмыстанылатын пiшiлген затының ортаға келтiруi үшiн қолданады отырғызатын саңылаумен төлке киiнетiн. УСП қолдану технологиялық әбзелдi жасаудың мерзiмдерi қысқартуға кенет мүмкiндiк бередi. Арнайы құрал-саймандар үлкен сериялы және жаппай өндiрiстегi нақты бiрөңкей даярлауларды механикалық өңдеу үшiн кең қолданады және олар үшiн арналған өңдеудiң түрлерi бойынша танып бiледi.
Токарь құрал-саймандары. Арнайы токарь құрал-саймандары әдiске байланысты жұмыстанылатын пiшiлген затының қоюлары оправа немесе патронның түрiнде орындай алады. Оправаларды қалай қолданылады, сыртқы беттердiң өңдеуiнiң жанында. Пiшiлген заты iшкi бет бойынша негiзделедi. Оправа серiппелейтiн қатты, қысым көрсетушi, босату танып бiледi. Олар қоятын беттiң формасы бойынша цилиндрлiк, конустық, бұранды немесе шлиц бола алады. Механикалық ерiксiз (пневматикалық, гидравликалық немесе электр қозғағышынан) келтiруi бар кең таратылған арнайы өздiгiнен ортаға келетiн екi және үш жұдырықша патрондар үлкен сериялы және жаппай өндiрiсте. Арнайы жұдырықша патрондар конструкциялар бойынша әмбебап патрондарданғы жеңiл-желпi айырмашылық-тарын алады.
1 - тақта; 2 - тiрек; 3 - бағыттаушы жұқа тақтайша; 4, 5-кондуктор тақтайшалар;
6, 8 - бұрандамалар; 7- кондуктор төлкесi; 9 - жұқа тақтайша; 10, 13, 14 - сомындар; 11 - төлке; 12 - тығырық
153 сурет. Әмбебап-құрама құрал-сайманның сұлбасы
Бұрғылайтын құрал-саймандар. Тiк бiр айналдырықты, радиал-бұрғылайтынатын және көп айналдырықты станоктерге саңылауларды өңдеулерi үшiн кондукторларды қолданады - тiркеме қағаздар, жәшiк тағы басқалар бұрылатын тұрақты.
Кондукторлар тiркеме қағаздар - бұрғылау станоктерi үшiн конструкция және өте арзан құрал-саймандар бойынша бос тұрулар өте. Олар тiркеме қағаздармен сондықтан деп атайды, олар жұмыстанылатын пiшiлген заттарына (үстiне қояды) киетiн саңылауларды өңдеуден кейiн шешедi.
Жоңғышты құрал-саймандар. Жоңғышты құрал-саймандардың негiзгi тағайындауы - пiшiлген затының дұрыс негiздеу және қатты бекiтуi. Кесудiң күштерi қыруда тiптi түбегейлi әдетте болады және бұрғылауға қарағанда әйтпесе бағытталған, сондықтан қолданылатын құрал-саймандардың конструкциясы қаттырақ болуы керек. Құрал-саймандар бағдарлаушы шпонкалар, (габариттер ) қоюлар және қоятын үлгiлер көмегiмен кесетiн аспап қарағанда белгiлi бiр жағдайдағы станоктерiнде орнатады.
Қаңылтақты қысқы. Бұл құрал-саймандар жасауда оңай және шпинделдiң айналу өстерi туралы пiшiлген затының бекiтуiн (0,004...0,005мм) жоғарғы дәлдiктердi қамтамасыз етедi.
Бұрандалы қаңылтақты қысқы 154 сурет көрсетiлген. 2 мембрана сияқтитын мембрананың бұрандаларының сыбызғы Б. Көмегімен серiппелi 65Г бiртұтас табандатқан iстеп шығарған 1 станоктiң планшайбасына бекiткен. Қаңылтақтының сыбызғыларында бұрандалар керек сомын жағдайында 6 бекiтетiн 4 бұраған. 5 бiлiктi бағыттағы пiшiлген затының жағдайы тiреулер 3 анықтайды. Қаңылтақ қашан жинаған, 4 және тiреулер бұрандаларды қырнайды. Бұрандалардың аяқтары мұндай орын ауыстыруын шамаға жұмыстанылатын пiшiлген затының сыртқы диаметрiнiң аз ақырғы өлшемi немесе пiшiлген затының бекiтуiмен қамтамасыз ету үшiн қысқыш бұрандалар болуы керек болатын өлшемге қырнайды. Қысқыға пiшiлген затының қоюлары үшiн пневможетек қосуға керек, (суретте көрсетiлмеген) бұл штокте, мембранаға кейбiр бұрышқа (қысқыш) бұрылысы шақырар едi 2 шiре шақырар едi. Сонымен бiрге, сыбызғылардағы радиал бағыттарында жылжуға бекiтiлген қысқыш бұрандалар 4 диаметр, ғұлама олардың төбелерiмен, үлкеедi және жұмыстанылатын пiшiлген заты олардың арасындағы еркiн өте алады. Пiшiлген заттары сенiмдi бекiту үшiн бұрандалардың бiлiктi төбелерiмен оның сыртқы диаметрi дөңгелектiң диаметрi болу үшiн керек.
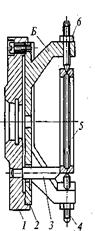

1 - білдектің плантығырығы; 2 - қаңылтақ; 3 - тiреу; 4 - бұрама;
5 - дайындама; 6 - сомын; Б- сыбызғы
154 сурет. Қаңылтақты бұрамалы қысқы
Технологиялық әбзелдiң құрастырымдық элементтерi
Әрбiр құрал-сайманда қоятын, қысқыш, бағдарлаушы, бөлгiш және корпусты бөлшектер және элементтерде болады. Қоятын бөлшектер - тiрек - орналастыратын беттердiң жұмыстанылатын даярлауларды қоюы үшiн қызмет көрсетедi. Олар негiзгi және қосалқыға ұсақтайды. Даярлауларды негiздеу үшiн қолайлы негiзгi тiректер құрал-сайманның корпусымен қатты байланған және кесетiн аспап туралы жұмыстанылатын пiшiлген затының жағдайларын анықтайды.
Қосалқы тiректер құрал-саймандағы жұмыстанылатын пiшiлген затының қаттылы-ғының жоғарылатуы үшiн қолданады. Негiзгi тiректер (МЕСТ 13440-68 және МЕСТ 13441-68) қадалықтар, (МЕСТ 4743-68-шi тақтайшалар, (МЕСТ 12195-66) призмалар, қоятын саусақтарды түрлерде даярлайды өңдеген жазық беттердiң құрал-саймандағы пiшiлген затының қоюы үшiн тағы сол сияқтылар (155, а сурет) жазық басы бар тiрек штырьлердi қолданады, тiректі тілімшелер (155, ә сурет) жазық және көлбеген (155, б сурет) саңылаулармен орындайды. Iрi бөлшектер пластинаға өңдеген жазық беттермен орнатады.
Қосалқыға өздiгiнен қоятын және реттелетiн тiректердi жатады. Олар орнықтылығының пiшiлген затының құрал-сайман жұмыстанылатын қаттылығына жоғарылату үшiн негiзгi тiректермен бiрге қолданады. Реттелетiн бұрандалы тiректердi және қосалқы қалай негiзгi болғанын қолданады. Олар МЕСТ 4084-68...4086-68 бойынша даярлайды. Қосалқы өздiгiнен қоятын бiр нүктелiк тiректер МЕСТ 13159-67 бойынша даярлайды.

а - жазық баспен тiрек қадалық; ә- сфералық баспен тiрек қадалық; б- қосқан баспен қадалықь тiректен; в - аумалы-төкпелi төлкелер; г - жазық тiрек тілімше; д - көлбеген саңылаулары бар тiрек тілімше; Н - тілімшенің қалыңдығы; В- тілімшенің енi
155 сурет. Негiзгi тiректер
Призмалар(156, ә сурет) бiлiктердiң түрiнiң даярлауларының құрал-саймандарындағы қоюы үшiн қызмет көрсетер едi. 156, а сурет тебетейiлген призманы құрама призманың (156, б сурет) элемент қысқа даярлауларды қою үшiн қолданады немесе. Ұзын даярлаулар үшiн қуыспен призманы пайдаланады немесе (156, а сурет) құрама. Призмалардың жұмыс беттерiн сатылы бiлiктердiң қоюының жанында (156, б сурет) тар iстейдi. Iрi пiшiлген заттары шойынға немесе көлбеген беттерге сменалық құрыштан жасалған құрыш дене пластинкалары бар дәнекерленген призмалары орнатады. Призмалардың жұмыс беттерi бұрышпен қатынас бойынша бiр-бiрiне орналастырады, тең 60, 90 және 120°.
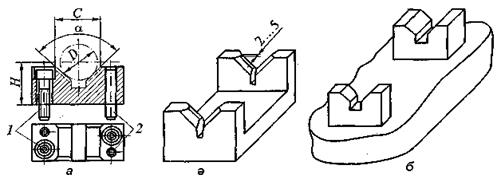
а – қысқа дайындамалар үшін призма; ә, б - ұзын дайындамалар үшін призма;
1 -бұрамалар; 2 - сұққыштар; D - дайындамалардың диаметрі; а - призманың
бұрышы; С, Н - өлшемдеріМЕСТ бойынша; Н- призманың негізінен бөлшектің центріне дейін өлшем
156 сурет . Призмалар
Призманы құрастырудың жанында тап қалған жағдайда тура орнатуға керек, сондықтан тiреу бұрандалардан басқа (156, а сурет) 1 екi бақылау штифттары 2 ескерiледi. Өлшемнен басқа призмалар жұмыстық сызбада Dтың номиналды диаметрiмен орнатылатын бөлшектi орталыққа дейiн призманың негiзiнiң Ноты өлшем де көрсету керек.
Өлшем белгi және призманың алдын ала өңдеуi үшiн қажеттi, Н өлшем - бақылауда ақырғы өңдеуден кейiн. Қоятын саусақтар (157, а сурет) тұрақтыға (МЕСТ 12212-66) қиылған (МЕСТ 12211-66) цилиндрлiк (157, ә сурет) сменалық (МЕСТ 12210-66) қиылған (МЕСТ 12209-66) цилиндрлiк ұсақтар едi. Олар саңылаулар өңдеген бет және перпендикуляр онына бойынша бөлшектердi негiздеу үшiн қызмет көрсетедi. Солардың бiрiн екi саусақта қоюдың жанында цилиндрлiк орындайды, екiншi - қиылған бағытында, саңылаудың орталарының перпендикуляр сызығы. Бұл кiру рұқсаты шектерiндегi бөлшектi қоюды мүмкiндiк саңылауларды өстер арасындағы қашықтықты тербелiсте қамтамасыз етiледi.

а – тұрақты саусақтар; ә - ауыспалы саусақтар
157 сурет. Саусақтарды қондырғы
Қысқыш элементтер құрал-саймандағы жұмыстанылатын бөлшектi бекiту үшiн арналған. Қысқыш күштi көзге байланысты бұл элементтер механикаланған қолға ұсақтайды. Қол құрылымдары, өз кезегiнде, (қысқыштар) бос тұруларға ұсақтайды және (жабысулар) құрамалы. Конструкциялар бойынша бос тұрулармен өте бұрандалы қысқыштар болып табылады. Олар көмегiмен оны бекiтуi үшiн қысатын бөлшекке тiкелей қысқыш үшiн қолданады. Тiкелей қысқыш (158, а сурет) жылжымайтынға немесе (158, ә сурет) жылжымалы бұрамасұқпаға (158, б сурет) жылжымайтын сомыны бар бұрандамен, тетiгi бар бұрандамен және өздiгiнен қоятын (158, в сурет) өкшемен және бұрандамен жүзеге асырар едi. Бұрандалы қысқыштар бөлшектi сенiмдi бекiтулердi қамтамасыз етедi.
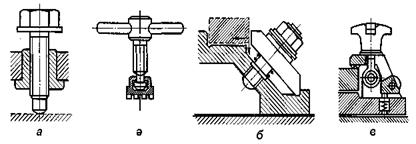
а – жылжымайтын сомынмен бұрама; ә — өздігінен қондырылатын табанмен бұрама; б - жылжымайтын сұқпаға бұрама; г — жылжымалы сұқпаға бұрама
158 сурет. Бұрамалы қыспақтар
Сыналы қысқыштар кең таратылған. Олар бөлшек тiкелей немесе қысатын планктер және тетiк арқылы бекiтуге мүмкiндiк бередi. Сына бұрышының өздiгiнен тежелуiнiң қамтамасыз етулерi үшiн 6 асуы керек. Сыналы қысқыштардағы Сына односкосным, двухскосным жалпая алады және цанг. Эксцентрик қысқыштары бiр түрi танап болып табылады және секторлар, дисктер немесе жұмыс бетi логарифмдiк немесе архимедтiң спиральсi бойынша дөңгелек бойынша сыза алған цилиндрлардың түрiнде орындалады. Тарату ең үлкен дөңгелек эксцентрик қысқыштарын алды. Шиыршық, цилиндрлiк және бұрандалы жұдырықшалармен эксцентрик 159 сурет көрсетiлген.


а ә

б в
а, ә - эксцентриктер шиыршықты жұдырықшалармен; б — эксцентрик цилиндрлі бұрама жұдырықшамен; Q – қыспақтың күші
159 сурет. Эксцентрикті қыспақтар (в — эксцентриситет)
Бағыттаушы элементтер өңдеудi процесстегi аспаптардың бағыты үшiн қызмет көрсетедi, сонымен бiрге құрал-сайман туралы пiшiлген затының ол бекiтiлген тап қалған жағдайдағы аспаптың қоюы үшiн. Бағдарлаушы элементтерге кондуктор төлкелерi, габариттер және көпiрлердi жатады. Кондуктор төлкелерi - және жылдам сменалық сменалық тұрақты және қырнағыш станок бұрғылайтын саңылауларын өңдеуiнiң жанында кесетiн аспабының бағыты үшiн арналған. Тұрақты кондуктор төлкелерi (160, а сурет) төмпешiксiз даярлар едi және (160, ә сурет) төмпешiкпен. Төлкелер отырғызу бойынша кондуктордың корпусының саңылауында немесе кондуктор тақталарына тығындайды.
Сменалық төлкелер, сонымен қатар тұрақты, бiр аспапты саңылауды өңдеудiң жанында қолданады. Олар тозуды шара бойынша жаңа алмастыруға болады. Сменалық төлкелер төмпешiктермен даярлайды және корпустың саңылауына немесе (160, б сурет) кондуктор тақта тайталған тұрақты төлкелерде отырғызумен орнатады.
Жылдам сменалық төлкелер әр түрлi диаметрдiң дәйектi түрде бiрнеше аспаптарының саңылауын өңдеудiң жанында қолданады. Жылдам сменалық төлкелер (160, в сурет) 1, 3 кондуктордың корпусының саңылау тайталған тұрақты төлкелерде отырғызумен 2 орнатады.
Төлкелер төмпешiкте 1 екi қуыс орындаған: 7 төлкенiң ауысымының жанында бұранданың басының өтуi үшiн тiреу бұранданың басының 5 тесiп өткен төлкелерi бекiткiштер үшiн тесiп өтпеген 6. 4-шi 1 жұмыстанылатын пiшiлген затының бетiне төлкенiң төменгi шетiнен қашықтық болуы керек төлкенiң саңылауын диаметрге тең. Кесетiн аспаптың бағыты үшiн кондуктор төлкелерiнiң саңылаулары IT7-шi кiру рұқсатымен өндiрiледi. 2 немесе цилиндрлiк беттегi саңылаулардың пiшiлген затының қуысындағы бұрғылаулары үшiн (160, г, д сурет) 1 төлкенiң ныесi арнайы кондукторларды қолданады.

а - тұрақты кондуктор төлкелерi төмпешiксiз; ә - төмпешiкпен тұрақты кондуктор төлкелерi; б- тұрқының саңылауына баспаланған төлкелер; в - жылдам ауыспалы төлкелер: 1-жылдам ауыспалы төлке; 2-тұрақты төлке; 3 - тұрқы; 4 - өңделінетін дайындама; 5 - тесiп өткен қуыс; 6- тесiп өтпейтін қуыс; 7 - бұраманың басы; г, д - цилиндрлiк бетi саңылауларды бұрғылауы үшiн құрал-сайман: 1- төлке; 2-дайындама
160 сурет. Кондукторлы төлкелер
Технологиялық әбзелдi жасау
Арнайы құрал-саймандарды қалай даярлайды, машина жасау зауыттарының құрал-сайман цехтарындағы. Өндiрiс оларды жеке сипатты тасысады. Құрал-саймандар жасау үйреншiктi бөлшектер және түйiндердiң кең қолдануында өндiрiс сериялы қағидасына сәйкес ұйымдастырыла алады.
Құрал-саймандардың бөлшектерi үшiн пiшiлген заттары қақталатын құюлармен алады. Майда бөлшектер жалға берулерден даярлайды. (құрал-саймандар, бағандардың корпустары үшiн, кронштейн) күрделi кескiннiң орташа және iрi өлшемдерiнiң пiшiлген заттары дәнекерлеулермен алады. Арнайы құрал-саймандардың бөлшектерi IT7...IT8 кiру рұқсатымен даярлайды, сондықтан олардың механикалық өңдеуiн жұмыс биiк бiлiктiлiктерiн жүзеге асырады.
Тұрқыларды және тақталарды жасау
Тұрқы қоятын құрастыратын негiзгi құрал-сайманның бiр бөлiгi қосалқы тетiктер және бөлшек тағы басқалар қысқыш, бағдарлаушы болып табылады.
Тұрқылар нақтылы талаптарға қанағаттандыруы керек: мықты және қатты болу; мысалы, ең төменгi массасы болсын және (кондукторларды жұмыс уақытында қолдан орын алмастыратын құрал-саймандар үшiн әсiресе) габариттi өлшемдер.
Құрал-саймандарының корпустары құйып жасалғаны шойындармен iстейдi болуға дәнекерленген. Майда және орташа даярлауларды қою үшiн құрал-саймандардың корпустары құйып жасалған үйреншiктi даярлаулардан әдетте даярлайды.
Үйреншiктi корпустардың жұмыс беттерi өңдеуден кейiн Ra 2.. кедiр-бұдырлық алуы керек. Параллельдiк және корпустардың жұмыс беттерiнiң перпендикулярлығынанғы ауытқулары 100 мм нiң ұзындығында 0,03...0,02 мм құрайды.
Тұрқылардың механикалық өңдеуiн негiздi беттермен бастайды. Осы жағдайда бастапқы базасы корпустың тiрек бетi болып табылады. Егер бұл жеткiлiксiз болса, онда қосымша жұмыстанылатын беттер немесе саңылауларды түрдегi технологиялық базаларын құрады. Тұрқылардың негiздi беттерiнiң өңдеуiн жонумен, қырумен, қайраумен және қайраулармен жүзеге асырады. Тарату ең үлкен домалақ қыруды әдiстi алды.
Шойын тұрқылардың жазық негiздi беттерi жазық қыратын станоктерге жұмыстанады. Таза өңдеудiң жанында да, алғашқы жазылған күйiнде де жазық қайрауларды жүзеге асырады, күрделi нобайы бар үзiлмелi беттердiң өңдеуiнiң жанында әсiресе, мұндай беттердiң қыру және жонуы өйткенi қиын.
Саңылауларды өңдеу.
Олардың өзара орналастырылуын жоғарғы дәлдiкпен саңылауларын өңдеу - жауапты бөлшектер тағы басқалар керектi шарт құрал-саймандар, бөлгiш құрылымдардың кондукторлар, дисктерiнiң тақталарының корпустарының жасауында. Құрал-сайман цехының жарақтанғандықтарына байланысты саңылауларды өңдеудi әр түрлi әдiстермен жүзеге асырады. Кейбiреулердi қарап шығамыз.
Белгi бойынша саңылауларды өңдеу. Егер кiру рұқсаттары миллиметрдiң жүзiншi еншiлерiн құраса белгi өстер арасындағы қашықтықтарды тиiстi дәлдiк қамтамасыз ете алмайды. Белгi бойынша қашау осыған байланысты жеке және майда сериялы өндiрiстегi алдын ала операцияларды сияқты қолданады. Белгi бойынша өстер арасындағы қашықтықты дәлдiк қашауда мм және тек қана ерекше жағдайларда әдетте (0,2...0,5) аспайды 0,1мм ге дейiн алып жүре алады.
Саңылауларды өңдеу құралбілік арқылы және шеткi шаралар.
Бұл әдiс кiшi-гiрiм өстер арасындағы қашықтықтармен бөлшектердi өңдеудiң жанында жеке және майда сериялы өндiрiстерiнде қолданады.
Саңылауларды өңдеудi координаталық әдiс. Сериялы өндiрiсте, жеке бұл өте мүлтiксiз әдiс кең таратуды дәл қазiр алды.
Саңылауларды координаталық қашау токарь, көлденең-жону тағы басқа станоктерге өндiрiп алуға болады.
Саңылауларды өңдеу тақталар арқылы және шеткi шаралар. (161 сурет) саңылау-ларды координаталық өңдеу үшiн әмбебап құрал-сайман үш өзара- перпендикуляр жазықтық жасаушы үш дәл тақталардан 2 тұрады. Пiшiлген затын 4 тақтадағы негiздi беттерiмен орнатады және арнайы жабысулармен оларға қысады.
Саңылаулар өңдеудi 3, дәл жағдайы кондуктор төлкесi арқылы қай өндiрiп алады шеткi ұзындық өлшемдерiмен 1 бекiтедi. Төлкенiң бекiткiшi және шеткi шаралардың блоктерi нұсқағыштармен 5 шартты көрсетiлетiн жиналмалы қысқышпен жүзеге асырады. Құрал-сайманға диаметрдiң саңылауларының 0, 8 12 ммге үшiн кондуктор төлкелерiнiң шеткi ұзындық өлшемдерi және комплектi комплекттi қоса тiркеледi.
1- шеткi ұзындық өлшемдерi; 2 - тақталар; 3- кондуктор төлкесi; 4 - дайындама; 5- жиналмалы қысқыштар
161 сурет. Саңылауларды координаталық өңдеу үшiн әмбебап
құрал-сайманның сұлбасы
Әмбебапты білдектерде саңылауларын өңдеу. үстелдiң бойлай-көлденең орын ауыстыруын есептеу 0,02 мм дейiн дәлдiкпенуге қамтамасыз ететiн тiк-қырғы станоктерге бұрғылау және қашауларын құрал-саймандардың ептеген санының жасауында кең қолданады. Кондуктор төлкелерiнiң өңдеуi. Ықшамдауларды төлкелер У10а немесе У12 даярлайды және HRC 60...64 қаттылық қыздыру өңдеулерiне ұшырайтын болады. Үлкен өлшемдердiң төлкелерi болат 20 дан орындайды сондай болып қаттылықтарға дейiн келесi цементациямен және шынықтыру болды. Кондуктор төлкелерi құрастыруға механикалық өңдеуден кейiн түседi. Төлкелер шыбықты материалдан токарь-револьвер станоктерiне даярлайды.
Төлкелердiң қайрауы екi кезеңдерде өндiрiп алады. Қайрақтағы станокте бастапқыда төлкенiң саңылауларын жұмыстанады, содан соң - сыртқы диаметр. Жоғарғы дәлдiктiң саңылауын беттiң аз кедiр-бұдырлығының алулары үшiн мыс сүйкенулерiн қолданады.
Құрал-саймандарды құрастыру
Білдекті құрал-саймандардың құрастыруын технологиялық үдерiс күрделi дәл өлшемдермен слесарь және механикалық өңдеудiң операцияларынан қалыптасады.
Бөлшектер, (бұрандалар, жабысулар, гайка, тiреулер тағы сол сияқтылар) жататын емес слесарь өңдеуiне, дайын түрдегi құрастыруларға түседi. Қажеттi слесарь өңдеуi үшiн бөлшектер олардың құрастыруын бiртұтас шамамен схеманы кеңес беру мүмкiн құрал-саймандардың конструкцияларының әр түрлiлiк неткенменi жетiлдiрудi, ысқылауды және өйткенi астында құрастыруға жiберумен механикалық өңдеуден кейiн әпередi кеңес беру мүмкiн.
1.Комплекттiк және түскен бөлшектер және түйiндердiң сапасының тексеруi.
2.Түйiндестiрiлетiн бөлшектердi слесарь өңдеуi.
3.Корпустың тiрек және негiздi беттерiнiң бақылау және құрастыруы.
4.Тiрек астында корпустың беттерiнiң қалыптастыруы.
5.Негiздi бөлшектер және түйiндердiң қою, бекiткiш және жетiлдiруi.
6.Жылжымалы қоятын бөлшектер және түйiндердiң қою, бекiткiш және жетiлдiруi.
7.Түйiндер және құрал-саймандардың бөлшектерiн ных қысқыш керең және бұранды саңылаулар және құрастыру бiлiм; дұрыстық және жұмыстанылатын бөлшектердi бекiтудi сенiмдiлiктiң бақылауы.
8.Құрал-саймандардың таңбалауы.
9.Шпонкалардың қою және қалыптастыруы.
10.Техникалық шарттарға қолдану кезiндегi өлшемдер және құрал-сайманның сәйкестiгiнiң ақырғы тексеруi.
11.Құрал-саймандардың айналмалы бөлшектерiн теңдеуiш.
12.ТТБқа құрал-сайманының өткiзуi.
Бөлшектер барлық түсетiн құрастыруларға тазалауы және жер майы немесе жанармайда жууы керек. Құйып жасалған және қорытылған бөлшектердi өңделмеген беттер майлы бояулармен тазартып, грунт жағып жұққызады.
Кондуктор төлкелерiнiң қоюы. Кондуктор төлкелерi дайын түрдегi құрастыруға механикалық және қыздыру өңдеуiнен кейiн түседi.
Iшкi және кондуктор төлкелерiнiң саңылауларын сыртқы диаметрлер болуы керек. Төлкелердiң сыртқы диаметрдiң сенiмдi отырғызуының қамтамасыз етулерi үшiн тақтадағы саңылауларды диаметрдiң 0,01...0,012 ммiнде көбiрек болуы керек.
Тақтаны жазықтық туралы тайталған төлкелердiң саңылауларының қабырғаларының перпендикулярлығы төлкенiң саңылау қыстыртылатын калибр және лекалды бұрышшылар көмегiмен тексередi.
Сонымен бiрге, саңылауларды орталықтар арасындағы қашықтық терiс қойылған төлкелер калибрлармен және шеткi шаралармен милар дөңгелек тексередi құрал-саймандарға итерiп шығарып қайтадан орнатады.
Дата добавления: 2016-06-24; просмотров: 2447;