Лгiлі бөлшектерді және механизмдерін жөндеу
Кілтекті құрастыру, оймакілтекті және баспалы қосуларын жөндеу
Кілтекті қосылыстар. Тiркеуiш қосулардың түрлердiң бiрлерiн сналық, призмалық немесе сегмент кілтектерді көмегiмен қосу болып табылады.
Сыналы қыстырылатын кітектерді бiлiкте саңылауларға қағады. Жұмыс кілтектің кең қыры болып табылады. Сыналы кілтектері көлбеу жұмыс алуы керек ұзындық бойынша 1/100 еңіске. Призмалық кілтектер тiк төртбұрышты қимасы болады. Олар бөлшектi отырғызылатын бiлiкте саңылауларда қыстырады. Егер бөлшек бiлiк бойынша еркiн жылысуы бұрамамен бекiту керек кілтектерді Ол осы жағдайда бағдарлаушы деп аталады. Призмалық шпонка өз бүйiрлеу қырларымен берiлетiн күшпен қабылдайды.
Сегмент кілтектері олар сегмент, дөңгелек тараптармен сияқты болады бiлiк немесе төлкенiң ұяларына қыстырады. Бұл кілтектер ептеген күштердi берiлу үшiн қолданады.
Қосулардағы жөндеуде бөлшектi күпшектердi кілтектер арқылы өзгертедi, бiлiктердi егейдi және өтемақы төлкелерiн құрады, кілтектер үшiн жаңа саңылаулар қырады.
Оймакілтекті қосылыстар. Оймакілтекті қосылыстар саңылауында бөлшектi бiлiк отырғызылатын (саңылаулармен) тиiстi бытқылдарымен бiлiкте (оймакілтектермен) шошақтармен құрастырады. Бiлiкте оймакілтектерді қырады, саңылаудағы саңылаулары ұсынады. Жылжымалы оймакіткелі қосылыстары саңылаумен отырғызуларға әдетте алады, қатты Қосулар - керiлiспен отырғызуға.
Оймакілтекті қосылыстарының құрастыруын алдында жиналатын бөлшектердi мұқият қарап шығып, соқпадақтар, қабыршақтар оймакілтектерді беттен алып тастап, өткiр өлкелердi аралап және бiлiк төлке шеттерiндегi фаскасы түсу керек. Түйiндестiрiлетiн беттерін сылау керек.
Баспақты қосылыстарын құрастыру. Баспақты қосылыстары ажырамайтын болып табылады. Нығыздап кiргiзудiң алдында жалғастырылатын бөлшектердi беттерiн қабыршақтар, таза ескi-құсқымен мұқият қарап шығып, түсiп кiр және май алып тастап, содан соң қайта сылауға керек. Құрастыруды процесс бiлiк қамтылатын бөлшектi) болған қысыммен төлке, тiстi доңғалақ қамтитын бөлшектi саңылауларға ендiретiн) немесе, керiсiнше, қамтитын бөлшектi қамтылатын бөлшектерге отырғызғандығында. (бұрандалы және рейкалы) қол механикалық ерiксiз келтiрумен пресстердi бұл мақсат үшiн қолданады, пневматикалық және гидравликалық. (сұққыштар, кілтектер) ептеген диаметрлердiң бөлшектерi жұмсақ металлдардан балғашықтың жеңiл соққылары, қағу талдармен немесе арнайы балғашықтарымен қолдан тығындайды. Сууымен қамтылатын қамтитын бөлшекке жылытуы бар қосу кең қолданылады. Осылай көбiрек 0,1 мм нiң керiлiсiмен қамтамасыз етуге керек болатында үлкен диаметрдiң бөлшегi негiзiнен жалғастырады. Бөлшектер температураның жанында қайнайтын суы бар ванналардағы немесе маймен 70..120оС. бiр қалыпты жылытады.. Газ шiлтерi, немесе электр пештері сонымен бiрге бөлшектi оған 400оС ге дейiн қыздыра қолданады.
Қамтылатын бөлшектi суу ептеген бөлшектердi нығыздап кiргiзудiң жанында шомбал қолданады. Бөлшектер бiр басқа күйiндi немесе шыны ват шеттетiлген екi есе шығын қабырғалармен арнайы бактерiнде тоңдырттырады. Балқу 78оС температураға дейiн керек тоназытқыштардағы бөлшектерi тоңдырттырады оттекпен немесе азотты 180оС температура қатты көмiр қышқылдарымен толтырады. Бөлшек кенелермен алады және бак немесе тоназытқыштарға сыйғызып салады. Мысалы, 7...10мм сұйық азоттағы бөлшектердi шыдамның уақыты. қабырғаларын қалыңдықтың жанында және 8...10 мм нiң 12...15мин 20...30мм қабырғаларын қалыңдықтың жанында. 0,8л тоңдырттырылатын бөлшектi массаның 1 кг на сұйық азотты шығын.
Бiлiктерді, өстерді және айналдырықтарды жөндеу
Бұл бөлшектер айналудың денелерiне жататындығынан, бiлiктер, өстер және айналдырықтардың жөндеу технологиясы бiр шамалы. Бөлшектерiн жөндеу кейбiр ерекшелiктер не бiр талаптармен көрсетiлетiн оларға шартталған.
Пайдаланулардың жанында бiлiктер, өстер және айналдырықтарда отырғызатын мойындары кілтек және оймакілтек саңылаулары, саңылаудың бұранды беттер, орталық ойыншылары ескiредi. Бұдан басқа, бiлiктер және өстер қиыла алады немесе ораған. Бұл бөлшектердi жөндеудi әдiстiң таңдауы тозу шамасы және жөндеу базасының мүмкiндiктерiнен тәуелдi болады.
Тазаланған (өстер) бiлiктер кiрлер және сылаулардан жөнде емес, бастапқыда (оралған жөндемейтiн, қайтадан даярлаған, мұндай бiлiктердiң механикалық қасиетi өйткенi недәуiр мөлшерде нашарлатқан бiлiктер) түзулейдi. Түзетудi бұрандалы тұтқалар немесе пресстерде өндiрiп алады. Диаметрдiң бiлiк және өстерi 60 мм астам бiр жердi қыздырумен басқарады. Бөлшектердегi алдын ала түзетуден кейiн саңылаудың орталық ойыншыларын тазартады. Бұл операцияны арнайы орталық көмегiмен үтiктеумен токарь станоктерiнде жүзеге асырады. Мұндай саңылаулардың орталық ойыншыларының қалпына келтiруiн әдiс жоғары өнiмдi тиiмдi 0,8...0,4 мкм кедiр-бұдырлық қамтамасыз ету жоғары өнiмдi.
Арнайы орталықтары үтiктеуi үшiн сiзi жүргенсiзi орталықтар сала даярлайды. Мысалы, жоғарғы палубаның күйдiруiн жұмыс орталықтың бiр бөлiгi ол үшiн және Т15К6 марканың қатты қорытпасынан тілімшені саңылауды онда қырады.
Тілімшелер бiрге орталық iстеп шығарған негiзгi металлмен 60° бұрышымен қырнайды. (өстер) бiлiк жазмыштан озмыш жоқ токарь станогiнiң патрондарында бекiтедi, басқа - Люнеттерге орнатады. Артқы бақайдың пинольсiне қатты қорытпадан пластинасы бар орталықтарға қыстыртады және станоктер қосады.
Орталық жөнделетiн бiлiктiң саңылауы немесе өстер ұлуларда бағыттайды. Орталықтың жұмыс бетi забоиндар және жөнделетiн бөлшектi саңылауды конустық орталық ойыншының бiр бөлiгiндегi сызатын бет жаза ысқылайды. (өсь) бiлiктiң саңылаулардың олардың орталық ойыншылары туралы қалпына келтiрулерден кейiн орталықтарда орнатады және мойындардың соғуын шамаларды индикатор арқылы анықтайды, содан соң ақырғы түзетулердi өндiрiп алады. Бiлiктердiң мойынағы олардың (өстер) тозуын шамаға байланысты әр түрлi әдiстермен жөндейдi.
Мойындар түбегейлi тозуда жөндеу өлшемдерiне тесiп қырнайды немесе номиналды өлшемдерге егеп қырнайтын өтемақы сақинасының оларында тығындайды. Шейктер бастапқы өлшем диаметрге 0,15 мм ге дейiн тозуда хромдаулармен белгiлердiң қорытындысы үшiн қайрауды операцияны алдын ала орындап қалпына келтiредi.
Тарапқа 0,2 мм тозуымен (өстер) бiлiктердiң шейктерi көмегiмен доғалы балқытып қаптастырумен, болаттаумен, электромеханикалық әдiстермен қалпына келтiредi ферромагниттi тарапқа 0,3 мм нiң тозуында балқытып қаптастыруды, металлизацияны немесе болаттауларды қолдануға ұнтақталған.
Беттердiң ұзартуды әдiсiнiң таңдауы отырғызудан сонымен бiрге тәуелдi болады - саңылау немесе керiлiс. Бөлшектердi механикалық өңдеудi дәлдiкке және беттердiң кедiр-бұдырлығының талаптарына байланысты кәдiмгi технология бойынша олардың қалпына келтiруiнен кейiн жүзеге асырады.
Кiлтек ойықтары бiлiктер және өстерде келесi жөндеу өлшемi немесе қалыпсыз сатылы шпонкаға қырулармен қалпына келтiредi. Бұл бөлшектер кейде қайнатады, содан соң өстер 90° айнала бұрады және жаңа саңылаулар номиналды өлшемдермен оларында қырады. Шлицалар бұл технология бойынша қалпына келтiредi. Аз тозуда оларларды хромдайды. Оюлар орын-орнына жаңа қалыпсыз сомындар және 90° олары үшiн жасаумен бiлiктер және өстердiң жөндеуiнде әдетте қайтадан орындайды.
Станоктiң жауапты бөлшектерiн бiр - шпиндел. Оны дәлдiктер және қаттылығынан операциялардың атқарылатын станоктерi сапасына тәуелдi болады.
Форма және айналдырықтың беттерiнiң өлшемдерi ауытқулары жiп-жiңiшке олардың жөндеуiн ерекшелiктi себепшi болған диапазонда рұқсат етiледi.
Айналдырықтың негiзгi беттерiнiң қалпына келтiрудi әдiсiнiң таңдауы олардың тозуын шамадан тәуелдi болады.
Тарапқа 0,05 мм ге дейiн тозуда беттердiң геометриялық форманың қалпына келтiруi және хромдау үшiн алдын ала қайрауларды бастапқыда орындайды, қайрау содан соң жолымен тарапқа 0,03 мме дейiн жiктерiн шешедi.
Тарапқа 0,05 мм нiң тозуында белгiлi әдiстердiң бiрдiң металлдың беттерiнiң ұзартуларын жүзеге асырады, содан соң - механикалық өңдеудi.
Айналдырықтардың аяқтарындағы конустық саңылауларын қалпына келтiруде әдетте қырнайды, конусты калибр бойынша подрезают содан соң шеттер.
Кесіп сонымен бiрге айналдырықтың аяғындағы фландығының шетi конусты отырғызатын шейктi қайрауын қалпына келтiруiнен кейiн.
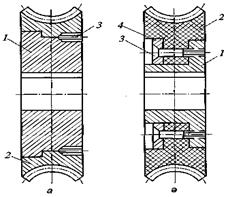
Айналдырықты (143 сурет)тексерудiң алдында 2 беттiң соғу 50 кб 0,04мм 6 беттің 70 кб, 0,06 мм ның 6-0,06 мм, беттiң төмпешiгi. [1, 5-шi М48х] 1-шi беттiң тозуы, тарапқа 4 мм. 2-шi-шi бет49, 96 мм ба?50 кб; 3-шi-шi бет59, 95 мм бе?60 кб; үстiңгiлiктер арналған [М64х6 ] 4 - ою тарапқа 0, 3 мм бойынша басылған. 5 үстiңгiлiк арналған 74, 97 мм 75 кб; 6 бет 69, 87 мм 70 кб; беттерге [М68х2 ] 7 ою тарапқа 0,35 мм де басылған; беттерге 8 - 0, 8 ммге дейiн қажалықтар және соқпадақтары 10 және 11, [6js6 ] 07 мм нiң беттерi.

1-13 - жөндеуге жататын, беттері
143 сурет. Жонғыш білдегінің айналдырықтың жөндеу сызбасы
Айналдырықты жөндеуi үшiн жонғыш-бұрамалы, тiк-қырғы және дөңгелек қыратын білдектер, слесарь қыспақтары бар шеберүстел және гальваникалық шомылғышы қажеттi.
Мойынтректерді жөндеу
Сырғанау мойынтiректерiнде саңылауды геометриялық форманың бұрмалауына кетiктердi пайда болуға қосудағы саңылауды үлкеюге топырлап алып келген төлкенiң саңылауы, бiлiк түйiндестiрiлетiн буға тағы басқалар беттiң қабатталуы бойынша үйкелетiн беттердi ескiредi және қажеттi жөндеу қажеттi мүмкiн тозу шамасының подшипнигiнiң төлкесi шектен шығады. Бiлiктiң кейде ескi шейгiн (номиналды ) бұрынғы өлшемге дейiн орынсыз қалпына келтiру. Бiлiк осы жағдайда қырналған бiлiктiң шейктерi диаметр бойынша жаңа төлкелердi қырнап даярлайды.
Егер таңдалған барлық реттеу диапазон болса, пайдалануды мерзiмге реттелетiн сырғанау мойынтiректерiн бастапқыда реттейдi, сол жағдайда, оларларды жөндейдi. Ерекше iлтипат слесарь жұмыстарына тiркеуiш мойынтректердің жөндеуiнде зер салады.
Сырғанау мойынтiректерiнде маңызды функцияны майлаушы ойыстарды орындайды. Мойынтiректерiндегi олардың профилi және орналастырылудан оның жұмысының сапасына тәуелдi болады. Сылауды ұстап қалу үшiн майлаушы ойыстар емес орындайды, подшипниктiң барлық ұзындығы бойынша емес,; 0,1 оның ұзындығындағы шетiне дейiн алып жүрмей. Ойыстардың шамамен тереңдiгi 0,025, ені-0,1 мойыетректің iшкi диаметрiнiң шамасынан. Тiркеуiш мойынтректегі май саңылауы (сыммен) қорғасын пластиналарымен тексередi. Бiр тақтаны бiлiк мойнағымен және салымның аралығында үстiнде құрады, екi басқа - мойынтректердің тоғысқан жерлерiндегi тiркеуiш бөлiгiнде. Тақталар жоғарғы және төменгi салымдарды монтажда жалпаяды. Мойынтрек, тілімше бөлшектей микрометрмен олардың қалыңдықтврына алып өлшейдi. Қалыңдықтың аралығында айырым δ1 жоғарғы тілімшелер және қалыңдықтармен δ2 және δ3 бүйiрлеу тілімшелер аралық h ның саңылауына топырлап тең және мойынтрекпен:
Салымдардың ақырғы қыру мойынтректердегі қолдан боялмаған бiлiктiң айналдыру алынатын жарық арқылы дақтары бойынша өндiрiп алады. Жақсы қырылған мойынтректерді барлық дөңгелек арналған тексерудiң жанында бiр қалыпты 70..75% беттері боялады.
Домалау мойынтiректерi машина жасауларда кең қолданады, дегенмен жөндеуге мамандырмалған кәсiпорындарының шарттарындағына (жатпайды) душар болмайды.
Шкивтерді және белдiктi берiлiстердi жөндеу
Метал кесетiн станоктерге жылдамдықтар қорабына электр қозғағышынанғы бұрау моментiнiң берiлулерi үшiн сыналы ремендi берiлулерiн қолданады. Айналу электр қозғағышында бастаушы шкивтен жылдамдықтар қорабының бастаушы шкивiне берiледi.
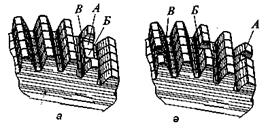
Шкивтердiң Ra 6,3.. 3,2 мкм, кедiр-бұдырлық алуы керек белбеулермен алуы керек түйiндестiретiн беттерi. шкивiнiң сыртқы диаметрi тура сәйкес келуi керек сызбада және тиiстi берiлiс қатынасын қамтамасыз етiлуге көрcетiлген. Сыртқы диаметрге және шеттер бойынша сынықтар және шкивтердiң сызаты, сонымен бiрге олардың соғуларына рұқсат етiлмейдi. Шкивтер баланс жасауы керек, е өйткенi. теңестiрген. Шкивтердiң танап белбеулерiне ойыстардың бетi ең алдымен ескiредi. Бұл тозуда кейде болады шкивтiң теңдеуiшiн белбеу ойыс түпке дейiн жидитiн төмпешiктердiң бұрылысында болады бұзады. Жиектiң беттерi және ойыстардың қабырғаларының сыналы ремендi берiлулерiнiң шкивтерiнде тозуды жоюға дейiн егейдi, ойыстардың Түбi барлық ойыстарды тереңдетедi бiрдей профиль және өлшемдер алуы керек; олар үлгiлермен тексередi немесе осылай ойыста орналасуы керегi белбеу арқылы 144 сурет көрсетiлгендей. Бұрылыс және сызаттар дәнекерлеулермен слесарь әзiрлеуiнен кейiн жояды. Барлық диаметр бойынша шойыннан шкивiнiң дәнекерлеудi алдында бiр қалыпты басқа жерлердегi жарықшақтардың пайда болуы себепшi бола алатын iшкi кернеулердi металлдың пiсiрiлетiн бөлiмшесiндегi жою үшiн қыздырады.
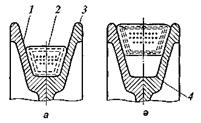
а - дұрыс емес; ә - дұрыс; 1 - түйiскен бет; 2-сынақ белбеуi ; 3 - шкивтiң төмпешiгi; 4 - ойыстың түбi
144 сурет. Сыналы белбеудің орналастырылу сұлбасы
Шкивтердiң арасындағы берiлiс қатынасының сақтаулары үшiн тиiстi диаметрге дейiн және екiншi жөндеу тап болмаған шкивтi егеуге ұсынылады. Немен аспайтын (төмендеу жоғарылату пли) белдiктi берiлiсiн айналу жиiлiгiнiң өзгерiсi 15% ке (жаңа шкивтердi үлкен ауытқуларда даярлайды) номиналдыдан шкивтерiнiң жөндеуiнде рұқсат етiледi.
Параллель болу параллель болу тиiстi белдiктi берiлiстiң шкивтерi орналастырған параллель болу тиiстi бiлiктер. Отырғызылған шкивтердiң шеттерi бойынша параллель-дiктер тексередi, торыеге бiр жазықтықта болуы керек.
Бiр комплекттегi белбеулердi ұзындықтың ауытқуы МЕСТ 1284.1-80-шi қойылған кiру рұқсаты асуы керек. Демек, артық тиелген белбеулер және шкивтердiң ойыстарының тез тозуы шақыратын әрбiр белбеуге бiр қалыпты жүктеме қамтамасыз етiлмегенiнде емес, шкивтердiң белбеулердi комплекттiң жиi алмастыруы және жөндеу 1...2 мм шектерiндегi тiптi белбеулердiң ұзындықтарының комплектiндегi айырымдарының жанында. Белдіктерді керiлiс аралық керiп кигiзiлген роликтерiмен реттейдi.
Белдiкті тармақтың майысым жебесi оның ұзындығынан тәуелдi болады: демек, өстер арасындағы қашықтық көбiрек болған сайын тiптi белбеу және көбiрек ортақ майысым жебесi сол ұзындау бiрдей керiлiсте.
Керiлiстердiң бақылауында кестеге (PaQ ның атаулы мәнi техникалық шарттармен сәйкес керiлiстерге кепiлдiк бередi) 8 кестеде келтiрiлген болып мәлiметтердi пайдаланады.
8- кесте. Жүктеу, майысым жебесi және сыналы белдікті керiлiсiнiң мәндерiнiң оның қимасынан тәуелдiлiк
| Көрсеткіш | Сыналы белбеудің қимасы | |||
| А | Б | В | ||
| Белбеудің тармақты Q ның жүктеуiн атаулы мәні, кгс | 2,5 | 3,5 | 3,5 | 4,5 |
| Белбеудiң тармақты майысым жебесi, мм атаулы мәнi | ||||
| Техникалық шарттарға сәйкес белбеудi тармақты Р, кгс керiлiс | .16,5 |
Тiстi доңғалақтарды жөндеу
Тiстi доңғалақтар келесi мiндердi иемдене алады: зубьелердi, тiстiң бiр бөлiгiнiң жарылуы немесе бiрнеше зубьелердiң жұмыс профильсiнiң тозуы толық, зубьелердi тiстi тәж, доңғалақтың шабаққа немесе күпшегi, күпшекте, шеттердегi майысқан жерiнiң саңылау, кiлтек ойығының тозуы, шлицаларына сызат. Сондай болып мiндер бола алады.
Тiстi доңғалақтар жөндеудi әдiс бойынша қыздыру өңдеген және шикi күйiнде, майда және iрi жай жүретiн жүрдекке шартты бөлуге болады. Жүрдекке 6.. округтық жылдамдық жұмыс iстейтiн доңғалақтарды жатады. 10 м/с - 2 м/стен жылдамдықтарда және кем жұмыс iстейтiн доңғалақ жай жүретiн. «Шикi күйiнде тiстi доңғалақтар - бұл доңғалақ жылу өңдеу болуға жасалған. Модулмен тiстi доңғалақтары 5 мм астам iрi жатады.
Тiстi доңғалақтар әр түрлi материалдардан iстеп шығара алады: болды, шойын, түстi металлдар, Риалдардың металлдық емес маттары. Көрcетiлген айырмашылықтар және тiстi доңғалақтардың жұмыс жағдайы олардың жөндеуiнiң әдiстерiн анықтайды.
| Модуль | m | |
| Тістердің саны | z | |
| Бастапқы контур | - | МЕСТ 13755-68 |
| Бөлгiш дөңгелектiң диаметрi | d | |
| Бөлгiш дөңгелектiң доғасы бойынша тiстiң қалыңдығы | s | 3,71 |
| Дәлдіктің дәрежесі | - |

I, 2, 3, 4 - тiстi доңғалақтың беттерi жөндеуге ұшыралатын
145 сурет. Тiстi доңғалақтың жөндеу тiзбегі
Тiстi доңғалақтардың өте жиi тістердің жұмыс профилiнiң тозуы. Әдеттегiдей, ескi тістері бар тiстi доңғалақтар, қалпына келтiрмегенiнде емес, жаңа алмастырғанында, (9 кесте) мүмкiн тiстiң қалыңдығының тозуында шектен шықпайтын доңғалақтар .
Егер мұндай тiстi доңғалақтар тетiктiң жұмыстарын айтарлықтай нашарлатса, онда оларды өзгертуге болмайды.
9 кесте. Тiстi доңғалақтардың тістерінің тозу мүмкiн
| Жұмыс тәртiбi | Шеңберлі жылдамдық, м/с | Бастапқы дөңгелек бойынша номиналды тiстiң қалыңдығына пайыздардағы шектi тозу | ||
| Жөндеудің түрлері | ||||
| Азды | Орташа | Күрделі | ||
| Екпiнсiз жүктеменiң бір бағытта қуаттың берiлуi | 2 дейін 2 ...5 5 жоғары | |||
| Соққы жүктемемен реверсті беріліс | 2 дейін 2 ...5 |
Егер тiстi доңғалақтардың булары диаметрлер өзгешеленедi екi рет бетер көп, онда түбегейлi тозуға мұндай буында аз доңғалақ ең алдымен душар болады. Аз доңғалақты осы жағдайда орынды уақытында алмастырсын, үлкен - өзгертпеу. Тек қана бiр тiстi доңғалағын алмастырылсын қай екiншi - (ар жағында қай iлiктiруiндегi шикi күйiнде доңғалағы жылдам домалатуға жылумен өңделген қаттырақ өзгертедi) шикi күйiнде жылумен өңделген бiр доңғалақтарындағы тiстi буларында сонымен бiрге ұсынылады.
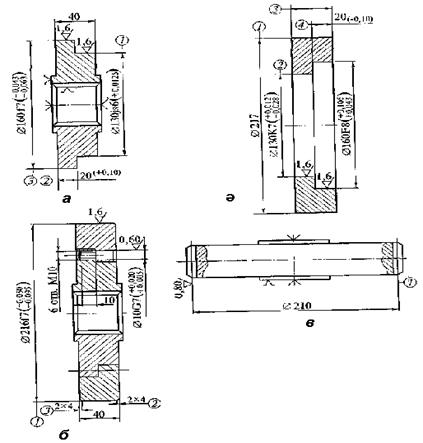
Оймакілтке саңылауы бар тiстi доңғалақтың жөндеуi қойылған технологиялық тiзбекпен сәйкес жүзеге асырады: жөнделетiн тетiктiң шлиц бiлiгiнен алынған тiстi доңғалақтың жууы; шлиц бiлiгiнiң орталығының тазалауы; токарь станогiндегi тiстi тәждi (сточка ) қайрап жұмырлау; алынған оймакілтек бiлiгiнiң тетiктен тiстi доңғалағының қоюы, бекiту оны; диаметрлерге токарь станогiнiң орталықтарында, доңғалақтың қайрап жұмырлауы (құрастыру) доңғалағы бар оймакілтек бiлiгiнiң қоюы (146 сурет,а) 160f7 және 130js6; (7) беттердiң өлшемдерiнiң шыдамымен сақинаның бүгiсi, (2), (I) (3) және; күпшекке, М10 оюға алты саңылауларын бұрғылауға сақинаның қоюы; жазбаға 10G7 диаметрiмен саңылауды сақинадағы бөлшектi бұзу және тесу; 16мм бұрандасының ұзындығы бұранда М10 қайрап жұмырлауы; 10 мм бұранды бөлiгiнiң ұзындығы; 10g6 цилиндрлiк бөлiктiң диаметрi; 10G7 диаметрiмен саңылауды сақинадағы құю рассвер бөлшектi құрастыру; оймакілтек бiлiгiндегi жиюлы доңғалағының қоюы, (146 сурет,ә) 216f7, (2) фаскалардың торцовка және алуы диаметрге дейiн токарь станогiнiң орталықтарында, доңғалақтың қайрап жұмырлауы доңғалағы бар бiлiктiң қоюы; (146 сурет, б) тістерді станок, кесуге доңғалағы бар бiлiктiң қоюы; оймакілтек бiлiгiнен тiстi доңғалақтың алуы; жоғары жиiлiктi токтердi тiстi тәждi шынықтыру; тiстi доңғалақтың жаттықтыруы. Тiстi блоктердiң жөндеуi бiр немесе екi-шi алмастыруларымен орындайды жаңа жалбақтаған. Жаңа дайын тұрған күпшектердегi бекiткiшi бола аладуға жалбақтаған: бұрандалармен, гайка шпонкаға және бұранда кілтекте табанды сақинасы бар кілтекте.
Тiстi доңғалақтарға сол сияқты тiстi секторларды қалпына келтiредi. Ол сектордың зубьелерi тозуда жаңа алмастырады. Ол үшiн керек секторлар ойып кесетiн (147 сурет) толық тiстi тәж даярлайды. Сектордың жеке зубьелерiнiң қалпына келтiруi осылай өндiрiп алады, сонымен қатар тiстi доңғалақтарда.
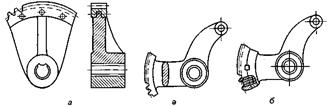
147сурет. Тiстi тәж бұрандалармен, (а)пісірумен және (ә)бұрандамамен және (б) кілтекпен секторларында орнату сұлбасы
Фландықтармен нымидың жез немесе болаттың екi тараптармен қысылған текстолит дисктерiнiң жиын қосып жасалған текстолит тiстi доңғалақтары (148-шi сурет) тiстiң бiр-екiсiне текстолит пластиналарының бұрылыстарын уақытша жолымен қалпына келтiредi.
Бұрамдық сатыларына тәждiң алмастыруларымен тiстi тәждi тозудан кейiн қалпына келтiредi. Егер доңғалақ (149 сурет) құрама болса жөндеудi оңай орындаймыз.
а- сынған тiс; ә- жөндеуден кейiн тiс; А,Б,В - сынған тiстеiмен доңғалақтың тақталары
148 сурет Құрама текстолит тiстi доңғалағының уақытша жөндеу
а- (шойын ) қола тәжiмен; ә - капрон тәжiмен; 1 - күпшек; 2 - тiстi тәж; 3 - бұранда; 4 - тығырық
149 сурет. Бұрамдық доңғалағының тiстi тәжiн алмастыруды сұлба
Бұрамаларды және сомындарды жөндеу
Бекiткiштер жаңа қалпына келтiруге (бұрандамалар, бұрамалар және сомындар) өнеркәсiптiк жабдықтың жөндеуiнде жатпай ауыстырылады. Жиiрек білдектің (құралкүймешіктің беруi және бұрылатын күйме, үстелдердiң орын ауыстыруының тетiктерiнiң бұрамалары үшiн жүрiс бұрамалары және токарь білдектерінің тетiктерiнiң сомыны тағы басқалар) сомынның буында олармен кейде орынды қалпына келтiруге жұмыс iстейтiн iлгерлемелi орын ауыстыруға айналма қозғалыс өте құрастыр тетiктердiң бұрандалары. Қалпына келтiруге тек қана трапеция немесе үшбұрыштық оюлармен бұрамалары жатады. Жүрiс бұрамаларының жөндеуi тазалау немесе саңылаулардың орталық ойыншыларының жонып өндеуiнен бастайды. Бұдан әрi бұранда токарь станогi орталықтарындағы орнатады және оның соғуларына тексередi. Майыстырылған бұрандалар жиыстырмалар арқылы тегiстейдi, тетiктер немесе пресстерде. Бұранды бұранданың бiр бөлiгi сыртқы диаметр бойынша тесiп немесе қырнайды, оюды ойыстарды кеседi және трапеция немесе үшбұрыштық профильнiң оюының бүйiрлеу беттерi оюдың барлық параметрлерi сонымен бiрге сыртқы және iшкi диаметрлерден басқа сақтай теседi. Қалпына келтiрiлген ою бойынша бұрандаға жаңа қалыпсыз сомындарды даярлайды.
Бұранданың отырғызатын шейктерi қырнайды төлкенiң оларымен қайтадан даярлауға кездесетiн. Қалпына келтiруге пресстерiнiң көп тесiктi бұрандаларын жатпайды, олар пайдалануды процессте өйткенi механикалық берiктiктердi жоғалтады.
Арнайы жабдықтың ептеген ұзындық үнемi қолданыстағы жүрiс бұрандалары жұмыста ескi емес бұранданың бiр бөлiгiнде болатындай етiп жөндеуде аударыстырады.
Бұрандалардың шейктерi олардың жаңа аумалы-төкпелi төлкелерiне тесiп немесе орнатады. Егер бұрандалы ептеген жүктемелермен пара жұмыс iстесе, жүрiс бұрандаларымен кездесетiн гайкалар сол жағдайларда жөндейдi, гайканың барлық өңге жағдайларында жөнделген бұрандалар бойынша қайтадан даярлайды.
Қабат құюы реттелмейтiн гайканың бұранды бөлiгiнiң жөндеуi жолымен қойылған технологиялық тiзбекпен сәйкес жүзеге асырады: ескi оюды толық алумен токарь станогiнiң патронындағы ескi гайканың қою және мұқият тексеруi, (150, а сурет) 1 d1 және 2 d-шi беттердiң өлшемдерi бар гайкасының жонып өндеуi және қосымша плюс тарапқа 3 мм; Ra = 12,5 мкм; сiрi қабаттың бiлiктi жылжуын сақтап қалу үшiн 3 және 4 беттермен сақиналы арықтарын жонып өндеу; акрил қабаттың 5, 6, 7, 8 даярлауды беттерiмен (150, ә сурет) екi епелектерiнiң бүгiсi; сомынның қашап кеңiтiлген саңылауын майын кетiру; бұранданың беттi жабулауы және кiрбiк парафинның епелектерiнiң шеттерi немесе Мыла; гайка және бұранданың құрастыруы, олардың епелектерiмен ортаға дәл келтiру; пластилинның бұранданың ойысының герметизациясы; жоғарғы епелекке акрил қабатты құю.



а - орнатуды жонып өндеумен жөндеу: 1, 2, 3, 4 - жөнделетiн беттер; d, d1, d2 - оюдың өлшемдерi; ә - тығырықтың көмегімен жөндеудi әдiс: 5,6,7,8- жұмыстанылатын беттер; а,b,с - тығырық өлшемдерi; б- сомынды жөндеу акрилопаста құюы арқылы: 1 - пластилин; 2 - арналар, құю үшiн
150 сурет. Құю реттелмейтiн сомынның жөндеуiн тiзбек жолымен акрил қабат
Бұранданың оюын тозуды мән сомынның салыстырмалы жылжулары және бұранданың оюының әр түрлi бөлiмше өлшенген бұрандалардың айырымымен сияқты анықталады.
(бұдырлауларсыз) жаншылуды гайканың барлық ұзындығы бойынша түрдегi оюды тозу жеңiл бiр қалыпты нормалы қадамын дәлдiгiнiң сақтауында болып есептеледi. Егер бұранданың тозуын асса, 0,04 мм, оюды профиль қайраулардың тегiстейдi.
ЧПУмен станоктерi техникалық қызмет көрсету және өнеркәсiптiк жабдықтың жөндеуiнде, әсiресе, бұрандалық қосылыстарды созылуды күш, ерiксiз келтiрулер, сақтағыш құрылымдардың муфталарының айналу және атқарғыш механизмдар және станоктердiң түйiндерiнiң орын ауыстыруының моменттерi, шектi моменттерiн тексерiп арнайы құрал-саймандар сонымен бiрге қолдана - динамометриялық Ключилар реттейдi тағы басқалар.
Дата добавления: 2016-06-24; просмотров: 2643;