ГЛАДКИЕ ПРЕДЕЛЬНЫЕ КАЛИБРЫ
Калибрами называют бесшкальные контрольные инструменты, которые служат для контроля деталей в процессе производства, т. е. для проверки того, находится ли выполняемый размер детали в пределах заданных отклонений. С помощью калибров нельзя определить числовые значения проверяемой величины, можно установить лишь годность детали, т. е. соответствие действительных значений заданным.
Рабочие калибры предназначены для контроля деталей в процессе их изготовления, ими пользуются рабочие-станочники, операторы и наладчики оборудования, а также иногда контролеры отдела технического контроля (ОТК) предприятия-изготовителя.
Приемные калибры применяют контролеры ОТК и представители заказчика для приемки деталей.
Контрольные калибры применяют для проверки размеров рабочих и приемных калибров-скоб и установки на контролируемый размер регулируемых калибров.
Комплект предельных калибров для контроля размеров гладких цилиндрических деталей состоит из проходной стороны (ПР) и непроходной (НЕ). Деталь считается годной, если калибр под действием собственного веса или усилия, примерно равного ему, ПР проходит по контролируемой поверхности детали, а НЕ не проходит.
Вставки и насадки калибр-пробок изготавливают из сталей Х или ШХ-15. Допускается изготовление вставок и насадок из сталей У10А или У12А для калибров всех видов кроме неполных калибр-пробок, получаемых штамповкой, а также из стали 15 или 20 для калибров диаметром более 10 мм.
Параметры шероховатости рабочих поверхностей должны находиться в пределах Ra 0,04…0,32 мкм в зависимости от вида калибра, точности контролируемого параметра изделия и его размера.
Для повышения износостойкости и снижения затрат в условиях производства часто применяют калибры со вставками и насадками из твердосплавных материалов. Износостойкость таких калибров в 50 – 150 раз выше по сравнению с износостойкостью хромированных калибров при повышении стоимости калибров в три – пять раз.
Калибр-пробки
Гладкие калибры для контроля отверстий выполняются в форме цилиндров, т. е. являются прототипами проверяемых отверстий, и поэтому называются пробками. Обе пробки – проходная и непроходная – могут быть выполнены как одно целое, если диаметр отверстия меньше 50 мм, и отдельно, если он больше (рис. 4.1).
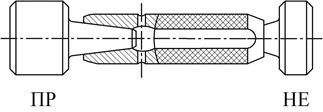
Рис. 4.1
Если пробка ПР не входит в отверстие, то деталь считается негодной, но брак исправимый, т. е. требуется дополнительная обработка отверстия. Если пробка НЕ вошла в отверстие, то это означает, что деталь бракованная и исправлению не подлежит.
Калибр-скобы
Гладкие калибры для контроля валов выполняются в виде скоб, причем скобы могут быть нерегулируемыми (рис. 4.2, а, б) и регулируемыми (рис. 4.2, в). Если калибр-скоба ПР не проходит по валу, то брак исправимый, а если калибр-скоба НЕ проходит по валу, то он считается окончательно бракованным.
Калибр-скобы бывают односторонними (см. рис. 4.2, а, в) и двухсторонними (см. рис. 4.2, б). Регулируемые скобы со вставками или передвижными губками (см. рис. 4.2, в) позволяют компенсировать износ и могут настраиваться на разные размеры, однако они имеют меньшие по сравнению с нерегулируемыми скобами точность и надежность и, как правило, применяются для контроля размеров с допусками не точнее 8-го квалитета.
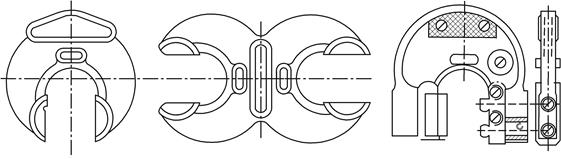
| а | б | в |
Рис. 4.2
Дата добавления: 2016-10-17; просмотров: 3381;