Системы допусков и посадок
Системой допусков для гладких цилиндрических соединений, как и для других сопряжений, называется закономерно построенная на основе расчета и опыта совокупность рядов допусков и посадок.
Система предназначена для того, чтобы можно было выбрать минимально, но достаточное для практики число вариантов посадок. Она позволяет обеспечить стандартизацию режущих инструментов и калибров, облегчить конструирование и достижение взаимозаменяемости соединений, повысить качество изделий и упростить расчеты посадок.
Различают две системы: систему вала и систему отверстия.
Система отверстия
Отверстие в системе отверстия является основным. Система характеризуется тем, что в ней для всех посадок одной степени точности при одинаковых номинальных размерах предельные размеры отверстия остаются постоянными, а осуществление различных посадок достигается за счет изменения предельных размеров валов.
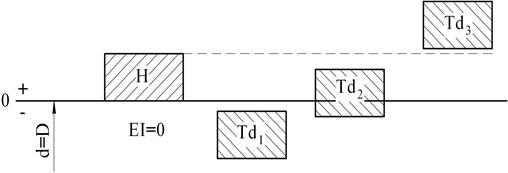
Рис. 3.10
В системе отверстия поле допуска основного отверстия обозначается буквой Н и располагается на нулевой линии, т. е. EI = 0 (рис. 3.10).
Расположение поля допуска основного отверстия в «плюс» приводит к экономии материала, так как его действительный размер всегда будет больше номинального при том условии, что отверстие будет годной деталью.
Сочетание полей допусков основного отверстия Н и полей допусков Td1, Td2, Td3 дает различные посадки. Так, сочетание H/Td1 дает посадку с зазором (общее их количество 11), H/Td3 – посадку с натягом (12) и H/Td2 – переходную (5). Следовательно, для одного номинального размера и одного квалитета может быть 28 посадок.
С учетом того, что в диапазоне от 0 до 500 мм насчитывается 130 номинальных размеров, а при образовании посадки можно брать разные квалитеты для вала и отверстия, то получится чрезвычайно большое их количество. В практической деятельности это многообразие не используется, т. е. наблюдается разумное ограничение, приводящее к образованию рекомендуемых посадок [9].
Система вала
В системе вала основной деталью считается вал, который называется основным. Система вала характеризуется тем, что в ней для всех посадок одной степени точности при одинаковых номинальных размерах предельные размеры вала остаются постоянными, а осуществление различных посадок достигается за счет изменения предельных размеров отверстий.
Поле допуска основного вала обозначается буквой h и располагается под нулевой линией, т. е. es = 0 (рис. 3.11).
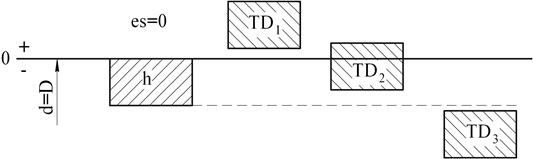
Рис. 3.11
Расположение поля допуска основного вала в «минус» способствует экономии материала для вала, так как его действительный размер будет меньше номинального.
Сочетание TD1/h дает посадку с зазором (их количество – 11), а TD2/h – переходную посадку (5), TD3/h образует посадку с натягом (12). Таким образом, в системе вала в одном номинальном размере и одинаковом квалитете может быть 28 посадок различного характера.
Применение систем
Системы отверстия и вала дают совершенно одинаковое количество посадок с равными значениями зазоров и натягов, т. е. обе системы равноправны. Однако преимущественное распространение имеет все-таки система отверстия, так как основным ее преимуществом является сокращение ассортимента дорогих режущих инструментов для обработки отверстий (развертки, протяжки) и средств для их контроля (калибров-пробок). Система отверстия экономически более выгодна для производства, поэтому она предпочтительна.
Система вала имеет ограниченное применение, т. е. в тех случаях, когда невозможно использование системы отверстия. Когда оси, валики, штифты изготавливаются из точных холоднотянутых прутков («серебрянки»), тогда не требуется механическая обработка по диаметру и поэтому экономически целесообразнее подобрать к готовому валу втулку.
Если производится соединение деталей с парными, ранее выполненными по системе вала деталями – шпонки различных типов, подшипники качения по наружному диаметру, то посадочные места под них надо изготавливать по системе вала.
В некоторых случаях по конструктивным соображениям приходится применять систему вала, например, когда требуется чередовать соединения нескольких отверстий одинакового номинального размера, но с разными посадками. На рис. 3.12 показано соединение, имеющее подвижную посадку поршневого пальца 1 с шатуном 2 и неподвижную в бобышках поршня 3, которое целесообразно выполнить в системе вала (рис. 3.12, в). Если это соединение выполнить в системе отверстия, то детали невозможно будет собрать (рис. 3.12, б).
В исключительных случаях целесообразно применять посадки, образованные таким сочетанием полей допусков отверстия и вала, когда ни одна из деталей не является основной или они обе основные. Такие посадки называются внесистемными.
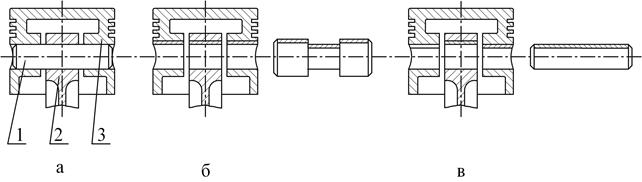
Рис. 3.12
Дата добавления: 2016-10-17; просмотров: 1358;