Расположение полей допусков калибров
На гладкие калибры ГОСТ 24853-81 устанавливает допуски на изготовление: Н – рабочих калибр-пробок для отверстий; Н1 – рабочих калибр-скоб для валов; Нр – контрольных калибров для скоб. Схема полей допусков пробок
представлена на рис. 4.4, а схема полей допусков скоб и контрольных калибров – на рис. 4.5.
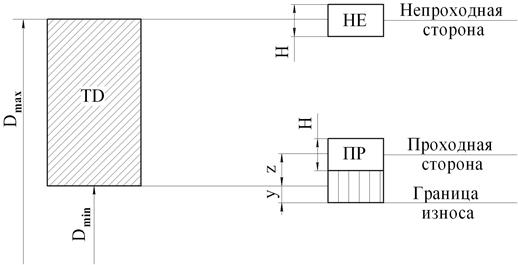
Рис. 4.4
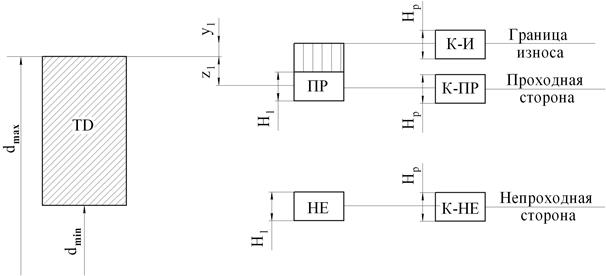
Рис. 4.5
В квалитетах 6, 8, 9, 10 допуски Н1 для скоб примерно на 50 % больше допусков Н для пробок соответствующих квалитетов, что объясняется слож-ностью изготовления скоб. В квалитетах 7, 11 и грубее допуски Н и Н1 равны. Допуски Нр для всех типов контрольных калибров одинаковы.
Для проходных калибров, которые в процессе контроля в сравнении с непроходными изнашиваются более интенсивно, кроме допуска на изготовление предусматривается допуск на износ. Для всех проходных калибров поля допусков Н и Н1 сдвинуты внутрь поля допуска изделия на z и z1 (для пробок и скоб соответственно). Сдвиг полей допусков и границ износа позволяет устранить возможность искажения характера посадок и гарантировать получение размеров годных деталей в пределах установленных полей допусков.
На чертежах калибров и в документации указывается исполнительный размер. Это наибольший или наименьший размер калибра с одним отклонением, равным допуску, направленный в «тело» калибра. На чертеже скобы проставляется наименьший предельный размер с положительным отклонением, для пробки и контрольного калибра – их наибольший предельный размер с отрицательным отклонением.
Предельные размеры калибров подсчитываются по формулам:
для пробки –
| ПРmax = Dmin + z + H/2; ПРmin = Dmin + z – H/2; ПРизн = Dmin – y; НЕmax = Dmax + H/2; НЕmin = Dmax – H/2. | (4.1) (4.2) (4.3) (4.4) (4.5) |
для скобы –
| ПРmax = dmax – z1 + H1/2; ПРmin = dmax – z1 – H1/2; ПРизн = dmax + y1; НЕmax = dmin + H1/2; НЕmin = dmin – H1/2. | (4.6) (4.7) (4.8) (4.9) (4.10) |
для контрольных калибров –
| K – ПРmax = dmax – z1 + Hр/2; K – ПРmin = dmax – z1 – Hp/2; K – Иmax = dmax + y1 + Hр/2; K – Иmin = dmax + y1 – Hр/2; K – НЕmax = dmin + Hp/2; K – НЕmin = dmin – Hp/2. | (4.11) (4.12) (4.13) (4.14) (4.15) (4.16) |
РАЗМЕРНЫЕ ЦЕПИ
Расчет размерных цепей является необходимым этапом конструирования, производства и эксплуатации широкого класса изделий (машин, механизмов, приборов и т. д.), способствующим повышению качества, обеспечению взаимозаменяемости и снижению трудоемкости их изготовления.
Расчет и анализ размерных цепей позволяет устанавливать количественную связь между размерами деталей машины и уточнить номинальные значения и допуски взаимозаменяемых размеров, исходя из эксплуатационных требований и экономической точности обработки деталей и сборки машины; определить наиболее рентабельный вид взаимозаменяемости.
Размерной цепью называется совокупность размеров, образующих замкнутый контур и непосредственно участвующих в решении поставленной задачи. Для решения задач по обеспечению точности размерных цепей их удобнее всего представлять графически в виде замкнутого контура. Например, на рис. 5.1, а и 5.2, а показаны эскизы простейшей детали и сборочной единицы, а на рис. 5.1, б и 5.2, б – изображение размерных цепей, состоящих из длин их элементов.
аб
Рис. 5.1
Размеры, входящие в цепь, называются составляющими звеньями или просто звеньями, и обозначаются чаще всего прописными буквами русского алфавита с индексами.
аб
Рис. 5.2
|  б
б
|
| а | |
| Рис. 5.3 |
В размерной цепи всегда выделяется одно звено, которое называется замыкающим, а при решении некоторых задач – исходным. Замыкающим звеном называется размер (звено) получаемый последним в процессе обработки детали или сборки узла. На рис. 5.2, где показано соединение с зазором, сам зазор S будет являться замыкающим. Замыкающее звено принято обозначать буквой с индексом Δ, т. е. на рис. 5.2, б вместо обозначения Б3 следует проставить БΔ. По детали, изображенной на рис. 5.1, а вопрос может быть решен двояко. Если последовательно обработать размеры А2 и А1, то звено А3 будет замыкающим, а если сначала получить длину А3, а затем обработать А2, то замыкающим звеном будет уже А1. Составляющие звенья размерной цепи и замыкающее звено связаны между собой важной закономерностью, которая позволяет разделить составляющие звенья на увеличивающие и уменьшающие.
Увеличивающим звеном размерной цепи называется такое, с увеличением которого увеличивается размер замыкающего звена. Уменьшающим зве-ном будет то, с увеличением которого замыкающее звено уменьшается. Так на рис. 5.3 звено А1 – увеличивающее, а звенья А2, А3, А4 – уменьшающие.
Соответственно этому над обозначениями размеров проставляются стрелки: для увеличивающего (А1) она направлена вправо, а для уменьшающих (А2 – А4) – влево (рис. 5.3, б).
Дата добавления: 2016-10-17; просмотров: 1648;