Синтетикалық желiмдердi қолдану
Синтетикалығы БФ және ВС-10Т желiмде өзi кең қолдану сындырылған және жарық бөлшектердi қалпына келтiру, жылжымайтын қосулардың тығыздауында табады. Материалдар әр түрлi тiркестерде желiмдеуге болады. Желiм БФ-2 60-80оС температура-лардың интервалдарында жұмыс iстейтiн металлдық бөлшектердi жабысып қалу үшiн сонымен бiрге бiтеу үшiн (берiлiс қораптарының цилиндрлер блогi, корпустары, картерлер тағы сол сияқтылар) корпусты бөлшектердегi ойықтары да сытырла қолданады.
Желім БФ-4 күштi түрткiлер және дiрiлдеу душар болған бөлшектердi жабысып қалу үшiн ұсынылады. Желім БФ-4 пластмассалары бар металлдар және кездемелермен желiмдейдi. Ерекше iлтипат желiмделетiн бөлшектердiң беттерiнiң тазалықтарына айналдырады. Беттер болаттан жасалған шөткелермен тазартады, таза жанармаймен немесе ацетондармен жуып майын кетiредi.
БФ желiмдей 0,15-0,25 ммдi құрайды қабыршақтың ең жақсы жуандығы. Желiм екi-үштерге олар дәйектi түрде ағымында 15-25 мин кептiре қабаттай келтiредi. Осыдан кейiн желiмделетiн бөлшектер 150-200оС ге дейiн бiр-бiрiне қысып, қыздырады, желiмдей қатаю үшiн бұл температурада 2-3сағ. шыдайды, содан соң баяу тоңдырттырады. Егер 400 кПа қысыммен желiмделетiн бөлшектер бiр-бiрiне қысылса мықты тiгiс пайда болады. Металлдық емес материалдардан бөлшектерi 60оС температураның жанында 2—3 сағ. iшiнде әдетте шыдайды.Бөлшектер жылулық өңдеу үшiн жылытқыш пешке немесе кептрiгiш шкафтар жабысып қалудан кейiн сыйғызып салады, рефлекторлық электр жылтқыштарды қолданады. Бөлшектер жылулық өңдеуден кейiн шамамен 1 с/мин жылдамдықпен тоңдырттыруға ұсынылады. Сызат және ойықтар көмегiмен құрғатылған желiм алдын ала тамақ берiлген әдетте көп қабатты дарымаушы жамауларымен желiмдей бiтейдi. Сызаттар бойлай 3-шi тереңдiгiмен ойысқа крейцмейсельлермен әшекейлейдi 3,5мм, саңылауларды бұрғылайды, оюдың оларында қыяды және ойыспен бетiмен бiрдей қылып ввертышиға шарт қояды. Жамауына ойысына таскендiр бауы тамақ берiлген желiмдермен жинақтайды. Салған жамауды роликтермен домалатады, бөлшек кейiн не жылулық өңдеулерге ұшырайды.
Ауқымның ойықтары 10см2 ге дейiн дарымаушы жамаулары, 10-шi ауқымымен ойықтарды бiтейдi 0,3 қалыңдығымен 30 см2-металлдық жамаулармен 0,5мм. Сондай болып, сонымен қатар құрам арқылы эпоксидтық шайырлардың негiзiнде ойықтардың бiтеуiнiң жанында көп қабатты жамауларды салуды тiзбек. Қажеттi қысымның жасауды мақсатымен желiмдей пресстердi пайдаланады қатаю бөлшектердi жымқырулар үшiн уақытында, қысқыш, жиыстырма және тағы басқалар.
Корпусты бөлшектерiне жамаулар iрiктелген төлке - роликтi шынжырлар және қысымшы планктермен жиi қысады. Шынжырларға тартушы болттар үшiн саңылаулар қыятын топсалар пiсiредi. 184 суретте төлке - аунақшалы шынжырлар және қысымшы жұқа тақтайшалардың қолдануы көрсетiлген. ВС-ЮТ-жоғарғы палуба Вс желiммен бөлшек желiмдеуге болады болды, шойын, алюмини және кез келген тiркестердегi мыс қорытпасы, пластмассалары. Желiмдi қосу 200сағ. iшiнде температураның жанында 200оС стi температураның жанында өз механикалық қасиеттерi 300оС жоғалтпайды - ағымында 5 сағ.
Желiмнiң кәсiпорындардың жөндеуге тежеу қалыптары бар фрикциялық жапсырма-лардың қосуы және iлiнiстiк жалғастырғыштар және тракторлар және автокөлiктердi басқарудың муфталарының дисктерi үшiн негiзiнен қолданады. Желiмделген жапсырмалар жуандық бойынша толық тозуға дейiн дерлiк қолдануға болады
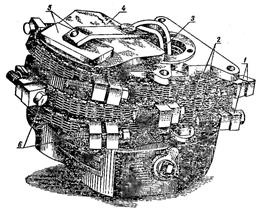
1 - топсалар; 2-төлке - аунақшалы шынжырлар; 3 - қысқыш; 4 - май сiңген қағаз немесе целлофан, резеңке, таскендiр және болаттан жасалған парақтан пакетi; 5- қысымшы тілімшелер: 6 - тартушы бұрандамалар.
184 сурет. Қозғалтқыштың картерiндегi сызаттарды бiтеу
Жабысып қалуды тойтарманың алмастыруы 1,2-1,6 реттегi еңбек өнiмдiлiгi автокөлiктердiң тежеу қалыптарының жөндеуiнде, 4 есе жоғарылатады - тракторлардың iлiнiстiк жалғастырғыштарының дисктерiнiң жөндеуiнде. Қордағы жиiрек және материалдардың жөндеу шығыны едәуiр қысқарады.
Егер жапсырма желiмдесе ескi жапсырмалар токарь станогiнде тойтармалардың шабуы немесе тесулермен алып тастайды. Жаңа жапсырмалар және (немесе дисктер) қалыптың желiмiн алдында желiмдермен майын кетiрiп, тазартып жабады. Бөлшектiң майын кетiрулерi үшiн беттiң 280-300оС. Желімдеулерде дейiн газ шiлтерлерiмен қыздырады болаттан жасалған шөткемен, терiмен немесе зiмпаралы станокте төңiрек қыратын егеулермен тазартады. Жақсы нәтижелер құм арқылы тазартуды бередi. Ацетондармен беттiң тазалауларынан кейiн мұқият майын кетiредi. Желiм 0,1-0,2 ммнiң қалыңдығының жiгiмен бiлезiктерiмен келтiредi және бөлме температурасының жанында (саусақ жабысуы керек желiмдеймiн) ағымында 15-25 мин шыдайды.
Екiншi жiктер желiмдей және сонымен бiрге ол ағымында 10-15 мин кептiредi осыдан кейiн келтiредi. Жапсырмалар содан соң құрал-сайманның (1,5-2кгс/см2) 150-200кПА шақты желiмделетiн беттерге қысымды құрылуға мүмкiндiк беретiн арнайы құрал-саймандарындағы қалыптарға немесе дисктерiне қысады кептрiгiш шкафта немесе пештерде орнатады, шамамен 1-2сағ. температураның 180-200°С жанында шыдайды және бөлме температурасына дейiн баяу тоңдырттырады.
Егер жапсырмалар БФ-2 желiмдермен жабыстырса, онда олардың бөлшегiне 400кПа қысымда қыссын, қыздыруы керек – 120-160°С температураның жанында.
Дата добавления: 2016-06-24; просмотров: 1807;