ВЫБОР МАТЕРИАЛА ШЕСТЕРНИ И КОЛЕСА
Основным материалом для изготовления зубчатых колес силовых передач служит термообработанная сталь. В зависимости от твердости рабочих поверхностей зубьев, полученной после термообработки, зубчатые колеса можно условно разделить на две группы:
1) ≤ 350 НВ – нормализованные, улучшенные;
2) > 45 HRC – закаленные (объемно и поверхностно), цементированные, нитроцементированные, цианированные, азотированные.
При расчете на контактную выносливость зубчатой пары с колесом, имеющим среднюю твердость H2 ≤ 350 НВ, средняя твердость H1 рабочей поверхности прямых зубьев шестерни в целях ускорения их прирабатываемости, достижения одинаковой долговечности и повышения сопротивления заеданию должна быть следующей:
 или
или  .
.
Для косозубых колес твердость H1 рабочих поверхностей зубьев шестерни желательна по возможности большая, так как с увеличением H1 улучшается несущая способность передачи по критерию контактной выносливости. Однако следует помнить, что с возрастанием твердости материала зубчатых колес усложняется технология их изготовления.
Для зубчатых передач с твердыми (H1 и H2 ≥ 45 HRC) рабочими поверхностями зубьев не требуется обеспечивать разность твердостей зубьев шестерни и колеса.
Характеристики механических свойств сталей, применяемых для изготовления зубчатых колес, после различной термической или термохимической обработки представлены в табл. 5.1.
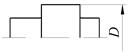
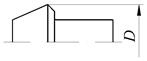
Сталь одной и той же марки в зависимости от температурного режима отпуска при термической закалке может иметь различные механические свойства. Получение нужных механических свойств зависит не только от температурного режима термообработки, но и от наибольших размеров сечения заготовки D или. Так, диаметр червяка и вала-шестерни (рис. 5.1, а, б) соответственно, мм:
 ,
,  .
.
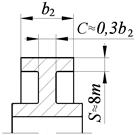
Толщина колеса в зависимости от конструкции:  (рис. 5.1, в),
(рис. 5.1, в),  при
при  или
или  при
при  (рис. 5.1, г).
(рис. 5.1, г).
При поверхностной термической обработке зубьев механические характеристики сердцевины зуба зависят от предшествующей операции – улучшения. Исключение составляют зубья с m < 3 мм, подвергаемые закалке ТВЧ: они прокаливаются насквозь, что приводит к значительному их короблению и снижению ударной вязкости. У зубьев, закаленных без охвата впадины между ними по сравнению с зубьями, закаленными по всему контуру, вследствие остаточных растягивающих напряжений снижаются допускаемые напряжения на 20...50 %.
| Червяк, вал-шестерня | Колесо | ||
| 
| 
| или
|
 а
а
|  б
б
|  в
в
|  г
г
|
| Рис. 5.1. Контурные размеры червяка, вала-шестерни (а, б) и колеса (в, г) |
Таблица 5.1
Механические свойства сталей, для изготовления зубчатых колес
| Марка стали | Вид термической обработки | Сечение заготовки, мм | HB (сердце- вина) | HRC (поверх-ность) |  , МПа , МПа
|  , МПа , МПа
| |
| Диаметр D | Толщина d | ||||||
| Нормализация | Любой | Любая | 163-192 | – | |||
| Нормализация | Любой | Любая | 179-207 | – | |||
| Улучшение | 235-262 | – | |||||
| Улучшение | 269-302 | – | |||||
| 40Х | Улучшение | 235-262 | – | ||||
| Улучшение | 269-302 | – | |||||
| Улучшение + закалка ТВЧ | 269-302 | 45-50 | |||||
| 35ХМ | Улучшение | 235-262 | – | ||||
| Улучшение | 269-302 | – | |||||
| Улучшение + закалка ТВЧ | 269-302 | 48-53 | |||||
| 40ХН | Улучшение | 235-262 | – | ||||
| Улучшение | 269-302 | – | |||||
| Улучшение + закалка ТВЧ | 269-302 | 48-53 | |||||
| 45ХЦ | Улучшение | 235-262 | – | ||||
| Улучшение | 269-302 | – | |||||
| Улучшение + закалка ТВЧ | 269-302 | 50-56 | |||||
| 20ХНМ | Улучшение + цементация + закалка | 300-400 | 56-63 | ||||
| 18ХГТ | Улучшение + цементация + закалка | 300-400 | 56-63 | ||||
| 12ХН3А | Улучшение + цементация + закалка | 300-400 | 56-63 | ||||
| 25ХГНМ | Улучшение + цементация + закалка | 300-400 | 56-63 | ||||
| 40ХНМА | Улучшение + азотирование | 269-302 | 50-56 | ||||
| 35Л | Нормализация | Любой | Любая | 163-207 | – | ||
| 45Л | Улучшение | 207-235 | – | ||||
| 50ГЛ | Улучшение | 235-262 | – |
Дата добавления: 2016-05-25; просмотров: 2596;