Понятие теплоотдачи и теплопередачи.
Теплоотдача – теплообмен между поверхностью тела и окружающей средой.
Теплопередача – теплообмен между средами, разделѐнными промежуточным телом.
Поверхность, которая отделяет тело от окружающей среды, называют ограничивающей.
Теплообменом – процесс переноса тепла в пространстве без каких-либо энергетических преобразований.
В целях изучения процессов теплообмена его условно подразделяют на 3 вида.
Виды теплообмена:
1) Теплопроводность. Явление теплопроводности состоит в переносе энергии (тепла) путѐм соударения
элементарных частиц. В чистом виде явление теплопроводности встречается лишь в твѐрдых телах.
2) Конвекция. Явление конвекции состоит в переносе тепла вместе с перемещающимися в пространстве
массами вещества. Встречается в жидких газообразных и сыпучих материалах. Этому явлению всегда
сопутствует теплопроводность. Совместное действие конвекции и теплопроводности называют конвективным
теплообменом.
3) Тепловое излучение. Явление теплового излучения возникает на поверхности или внутри тел, и состоит
в том, что часть внутренней энергии тела преобразуется в энергию электромагнитных волн и в таком виде
перемещается в пространстве.
В чистом виде эти виды теплообмена встречаются очень редко.
Суммарное действие различных видов теплообмена рассматриваются как один сложный процесс. При
изучении процессов теплообмена все пространство делят на основной объект исследования (тело или система тел) и на окружающую среду.
Вопрос 2. Заготовительно-штамповочные процессы.
Объемной штамповкой называют процесс получения поковок, при котором формообразующую полость штампа, называемую ручьем, принудительно заполняют металлом исходной заготовки и перераспределяют его в соответствии с заданной чертежом конфигурацией.
Применение объемной штамповки оправдано при серийном и массовом производстве. При использовании этого способа значительно повышается производительность труда, снижаются отходы металла, обеспечиваются высокие точность формы изделия и качество поверхности. Штамповкой можно получать очень сложные по форме изделия, которые невозможно получить приемами свободной ковки.
Объемную штамповку осуществляют при разных температурах исходной заготовки и, в соответствии с температурой, делят на холодную и горячую. Наиболее широкое распространение получила горячая объемная штамповка (ГОШ), которую ведут в интервале температур, обеспечивающих снятие упрочнения.
Исходным материалом для горячей объемной штамповки являются сортовой прокат, прессованные прутки, литая заготовка, в крупносерийном производстве – периодический прокат, что обеспечивает сокращение подготовительных операций.
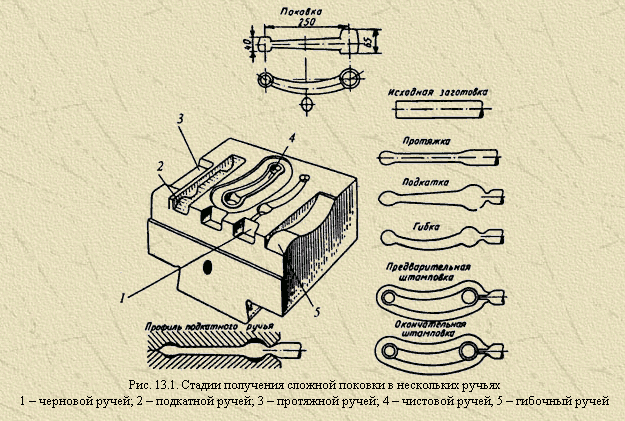
Основная операция ГОШ может быть выполнена за один или несколько переходов. При каждом переходе формообразование осуществляется специальной рабочей полостью штампа – ручьем (гравюрой). Переходы и ручьи делятся на две группы: заготовительные и штамповочные. Схема технологического процесса получения сложной заготовки в нескольких ручьях представлена на рис.13.1.
Технологический процесс ГОШ отличается значительным разнообразием и определяется выбором самого изделия и применяемым оборудованием.
Технологический процесс зависит от формы поковки. По форме в плане поковки делятся на две группы: диски и поковки удлиненной формы.
К первой группе относятся круглые или квадратные поковки, имеющие сравнительно небольшую длину: шестерни, диски, фланцы, ступицы, крышки и др. Штамповка таких поковок производится осадкой в торец исходной заготовки с применением только штамповочных переходов.
Ко второй группе относятся поковки удлиненной формы: валы, рычаги, шатуны и др. Штамповка таких поковок производится протяжкой исходной заготовки (плашмя). Перед окончательной штамповкой таких поковок в штамповочных ручьях требуется фасонирование исходной заготовки в заготовительных ручьях штампа, свободной ковкой или на ковочных вальцах.
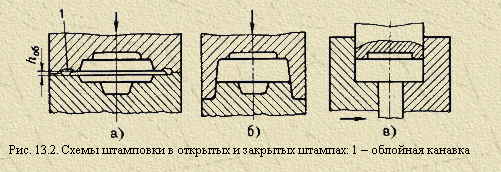
Так как характер течения металла в процессе штамповки определяется типом штампа, то этот признак можно считать основным для классификации способов штамповки. В зависимости от типа штампа выделяют штамповку в открытых и закрытых штампах (рис. 13.2).
Холодная штамповка производится в штампах без нагрева заготовок и сопровождается деформационным упрочнением металла.
Холодная штамповка является одним из наиболее прогрессивных методов получения высококачественных заготовок небольших и точных из стали и цветных металлов. Она обеспечивает достаточно высокую точность и малую шероховатость поверхности при малых отходах металла и низкой трудоемкости и себестоимости изготовления изделий. Возможность осуществления холодной штамповки и качество заготовок определяются качеством исходного материала. Большое значение имеет подготовка поверхности заготовок: удаление окалины, загрязнений и поверхностных дефектов.
Процессы холодной штамповки часто выполняют за несколько технологических переходов, постепенно приближая форму и размеры заготовок к форме и размерам готовых изделий и осуществляя промежуточный отжиг для снятия наклепа и восстановления пластических свойств металла. В зависимости от характера деформирования и конструкции штампов холодную штамповку делят на объемную и листовую.
Вопрос 3. Программное обеспечение инженерного анализа.
Программное обеспечение— совокупность программ системы обработки информации и программных документов, необходимых для эксплуатации этих программ. Также, это совокупность программ, процедур и правил, а также документации, относящихся к функционированию системы обработки данных. Программное обеспечение является одним из видов обеспечения вычислительной системы, наряду с техническим (аппаратным), математическим, информационным, лингвистическим, организационным и методическим обеспечением.
Системы компьютерного инженерного анализа не только позволяют оценить принципиальную работоспособность будущей конструкции (например, по условиям прочности) — они нашли широкое применение при моделировании технологических процессов металлообработки, ковки и штамповки, литья металлов и пластмасс. Современные конечно-элементные системы дают возможность моделировать ситуации реальной эксплуатации изделий: попадание птицы в авиационный двигатель, столкновение автомобилей и т.п.
Дата добавления: 2016-05-05; просмотров: 3018;