Номенклатурные позиции полного техпроцесса
Позиции техпроцесса:
Материал,
Расцеховка,
Инструмент и оснастка,
Операции,
Переходы,
Оборудование.
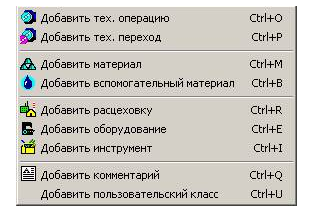
Технологический процесс формируется путем поэлементного добавления позиций из номенклатурных справочников. Под поэлементным добавлением здесь и далее будем понимать последовательный ввод и редактирование позиций технологического процесса. Ввод позиций осуществляется выбором режима «Добавить» на панели управления или выбором соответствующего пункта в главном или контекстном меню. Для удобства кнопка режима добавления на панели управления снабжена всплывающим меню как в Technologics так и в Вертикаль.
При добавлении позиции на экран появится окно добавления (электронная карточка).
После того как позиция ТП введена, можно приступать к ее редактированию. Реквизиты для различных позиций технологического процесса существенно отличаются друг от друга.
Как правило, решение о выборе той или иной позиции из номенклатурных справочников, принимается самим пользователем, в ходе технологического проектирования. Это связано с тем, что определение состава и структуры техпроцесса относится к трудно формализуемым и многовариантным задачам.
Неформализованная процедура поиска оптимального решения – это поиск, который может быть выполнен только в диалоге с пользователем, поскольку алгоритм автоматического поиска оптимального решения не выработан и/или не реализован средствами САПР.
Система по требованию пользователя организует доступ к информационным источникам, которые бы помогали ограничить область возможных решений, т.е. она, таким образом, осуществляет поддержку пользователя. Далее мы рассмотрим, каким образом можно ограничить область принимаемых решений на примерах выбора позиций техпроцесса.
Основной материал
Как правило, материал заготовки определяется конструктором на этапе разработки детали. Материал, выбранный технологом, может отличаться от назначенного конструктором вследствие текущего состояния производства. Поэтому в технологии вводится уникальный материал заготовки.
В зависимости от технологии выбирается заготовка и наоборот - от того, какая будет выбрана заготовка, зависит техпроцесс. В системе вполне может присутствовать несколько версий техпроцесса для одной и той же детали, если она может изготавливаться из разных заготовок.
Под термином «основной материал» здесь и далее будем понимать материал заготовки, потребляемый для изготовления изделия.
На малых предприятиях выбирать заготовку, нормировать материал и писать техпроцесс может один человек, на крупном заводе материальное нормирование входит в круг обязанностей бюро материального нормирования. (Cистема Technologics изначально поддерживает коллективную работу с электронным технологическим процессом в режиме реального времени.)
После выбора «добавления материала» заполняются реквизиты позиции материала. Выводится окно «Реквизиты», в котором формируется информация о материале из номенклатурных справочников, при этом:
· материал заготовки вводится из справочников, которым назначен тип класса «Материалы»,
· поскольку материал заготовки уникален для неспецифицируемых изделий, то в блоке «Привязка в ТП к» он автоматически привязывается к текущему техпроцессу.
При последующем редактировании материала на закладке «Реквизиты» карточки позиции материала техпроцесса вводятся следующие поля:
• единица измерения, выбираемая из системного справочника единиц измерения;
• единица веса, также выбираемая из системного справочника единиц измерения см. раздел;
• единица нормирования, т.е. количество производственных объектов, на которое устанавливается техническая норма;
• количество деталей, изготавливаемых из одной заготовки;
• ширина реза, если из одной заготовки вырезается несколько деталей;
• габариты заготовки (длина, ширина и высота) и размеры заготовки (профиль);
• код заготовки по классификатору, допускается указывать вид заготовки (отливки, прокат, проволока и т.д.);
• масса заготовки и норма расхода могут быть либо введены, либо рассчитаны, как это описано в разделе;
• твердость материала;
• цех потребитель и цех поставщик, которые выбираются из системного справочника цехов.
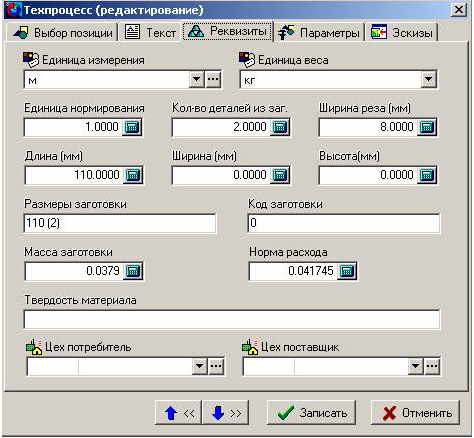
Рисунок 6 Реквизиты при добавлении материала
Электронный техпроцесс имеет такие важные реквизиты, как размеры и масса заготовки, норма расхода. Чтобы их рассчитать, можно использовать входящий в комплект поставки специализированный модуль нормирования материалов заготовок. Как выполняется нормирование при проектировании электронного техпроцесса мы рассмотрим на последующих лекциях.
Применение
Основной материал электронного техпроцесса используется для подготовки всевозможных сводных ведомостей материалов на узел/изделие, на заказ, специфицированные, подетальные и т.п. в различных вариантах.
Дата добавления: 2016-04-14; просмотров: 1066;