Инструмент и оснастка
Рассмотрим процедуру неформализованного поиска на примере поиска оснастки для сверления наклонных отверстий детали «2СПТМ.01.191 Корпус». А также проследим, каким образом в системе взаимосвязана различная конструкторская и технологическая информация.
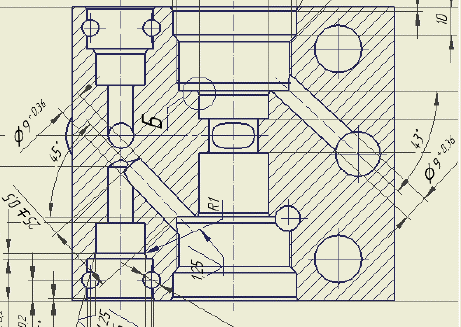
1. Основные ограничения задаются особенностями расположения отверстий их размерами и формой и размерами самой детали. Поэтому поддержка пользователя на этом этапе заключается в возможности доступа к детали, для которой подбирается оснастка. Т.е необходимо отобразить в рабочем окне чертеж детали.
Внимательно изучив деталь, вы заметите, что в ней присутствуют два наклонных отверстия, просверлить которые затруднительно без использования специального приспособления. Отверстия расположены внутри корпуса. Они хорошо видны, если сделать трехмерную модель полупрозрачной.

2. Следующий набор ограничений определяют свойства оборудования, на котором планируется обработка данных отверстий. Некоторые свойства оборудования уже указаны в техпроцессе (модель, цех), чтобы получить больше информации необходимо иметь доступ к параметрам номенклатуры «Оборудование».
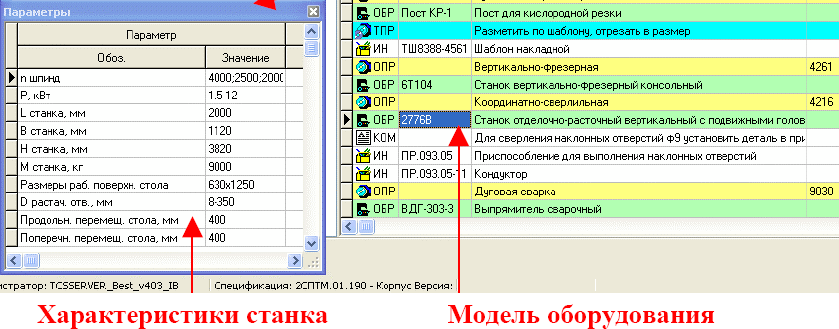
Рисунок 7 Модель оборудования и ее паспортные данные
Отмеченные наклонные отверстия (так же, как и другие) сверлятся в ходе операции «Координатно-сверлильная» на оборудовании «2776В Станок отделочно-расточной вертикальный с подвижными головками». В номенклатурном справочнике «Оборудование» присутствуют паспортные данные станка.
Исходя из уже заданных ограничений, можно сделать вывод о необходимости использовать специальное приспособление и кондуктор для сверления отмеченных наклонных отверстий.
Рассмотрим подробнее выбор кондуктора.
3. Следующий набор ограничений в том, что параметры кондуктора должны быть согласованы с параметрами станка и обрабатываемыми отверстиями. Для доступа к параметрам кондуктора организован интерфейс со справочником инструмента и оснастки. Необходимый кондуктор хранится в разделе «Средства оснащения - Собственного изготовления - Для обработки резанием - Кондукторы - Универсальные»
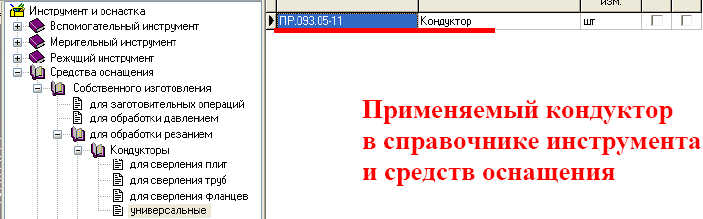
Номенклатурный текст к выбранному кондуктору содержит дополнительную информацию «Используется совместно с приспособлением для сверления наклонных отверстий в корпусе. Отверстия диам. 9мм с углами наклона 45,45,17. Обратить ВНИМАНИЕ на отверстие расположенное под углами 17 и 45 градусов в разных плоскостях!!!», которая позволяет определиться с выбором кондуктора.
Номенклатурный текст позволяет занести для любой позиции в БД текстовое описание длиной до 1500 символов.
В данном случае эту возможность использовал технолог, который заказал кондуктор для сверления отверстий в детали «2СПТМ.01.191 Корпус». Он указал важную с его точки зрения поясняющую информацию для конструктора, который будет проектировать оснастку, и, возможно, для других специалистов.
Выбор конкретного кондуктора находится под вопросом, пока не будет подтверждена документально возможность его изготовления в данный момент.
4. Поэтому следующим ограничением является наличие утвержденных документов на кондуктор. Системой организован доступ к документам электронного архива.
Рассмотрим, какие в электронном архиве есть документы на этот кондуктор.
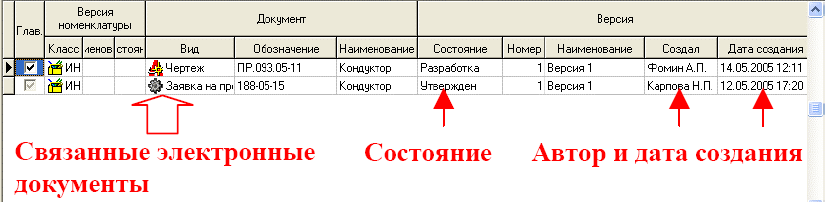
Рисунок 8 Документация в электронном архиве на требуемый кондуктор
Как видно из рисунка, с кондуктором связаны два электронных документа:
• утвержденная заявка на проектирование, выпущенная 12.05.2005 г. технологом Н.П. Карповой;
• находящийся в разработке чертеж. Разработчик А.П. Фомин начал разработку 14.05.2005 г.
Заявка содержит поясняющий графический эскиз.
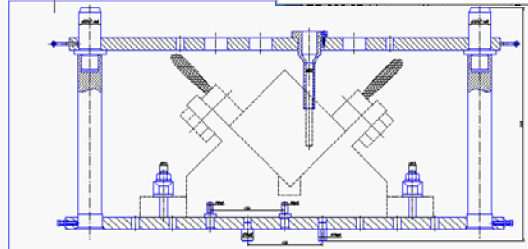
Рисунок 9 Чертеж оснастки, находящейся в разработке
Решение о выборе кондуктора в данном случае пока не окончательное, так как чертеж кондуктора еще не утвержден и его утверждение зависит от текущего состояния производства. Возможно, технологу придется вернуться к выбору кондуктора. Таким образом, накладываются еще и временные рамки.
Из примера видно, что при выборе оснастки в работу так или иначе вовлечены и конструктор, разработавший деталь, и технолог - разработчик техпроцесса, и руководители отделов, принимающие решения о необходимости и целесообразности проектирования и изготовления оснастки, и конструктор - проектировщик оснастки.
Приведенный пример наглядно показывает, что именно подразумевается нами под термином «единое информационное пространство».
Расцеховка
расцеховка - технологический маршрут прохождения детали по цехам.
В зависимости от масштаба и организации производства расцеховка создается:
· на основе разработанного техпроцесса.
Если в системе представлена технология, содержащая последовательность операций, и для каждой операции указан цех, где она выполняется, то при необходимости общий маршрут по цехам строится системой автоматически, исходя из места выполнения операций.
· как самостоятельный информационный объект прежде разработки электронной технологии.
На большинстве крупных заводов технологическая подготовка представляет собой сложный процесс, состоящий из нескольких этапов. Прежде чем приступить непосредственно к разработке технологического процесса для детали или узла, определяется и согласуется технологический маршрут их прохождения по цехам (выполняется расцеховка). А уже затем, на основании этого маршрута, выдаются задания специализированным (по цехам и/или по видам обработки) технологическим бюро и разрабатываются техпроцессы для соответствующих цехов - в понимании последовательности конкретных технологических операций.
Как видно из рис., деталь «2СПТМ.01.145 Пробка» обрабатывается в следующей последовательности: сначала в заготовительном цехе (цех №1) отрезается заготовка, далее выполняется механическая обработка в цехе №8, затем деталь заходит в цех №1 для термообработки, возвращается в цех №8 и после окончательной механической обработки передается в цех №17 для нанесения покрытия. При разработке расцеховки часто требуется не только указать последовательность цехов, но и внести уточняющую информацию о виде обработки. Для этого используется поле «Вид работ», в примере для второго захода в заготовительный цех в нем указана термообработка.
Выбрав в маршруте цех, можно перейти от сквозного к ТП только для данного цеха и работать, например только с техпроцессом заготовительного цеха(цех №1.
Само составление расцеховки может выполняться в системе как вручную, так и на основании типового маршрута для деталей соответствующего вида. Чтобы хранить типовые маршруты и классифицировать их (например, по видам деталей) в системе имеется специальный номенклатурный справочник «Расцеховка».
Расцеховка может использоваться для:
· организации корректной одновременной работы нескольких пользователей с одним техпроцессом. Например, могут параллельно разрабатываться технологические процессы для разных видов обработки одной и той же детали - с учетом того, что они являются составляющими общего сквозного техпроцесса;
· навигации по электронному технологическому процессу, изменению режима его представления на экране;
· разграничения прав доступа различных пользователей к отдельным фрагментам электронного техпроцесса;
· автоматического определения номенклатуры деталей, изготавливаемых для изделия (заказа) в отдельном цехе.
Дата добавления: 2016-04-14; просмотров: 1496;