Способы резки различных материалов
| Способы | МАТЕРИАЛЫ | |||||
| Углеродистые стали | Нержавеющие стали | Al - сплавы | Ti - сплавы | пластмассы | керамика | |
| Газопламенная | + + + | + + | ||||
| Плазменная | + + + | + + + | + + + | + + | + | |
| Лазерно-лучевая | + + + | + + + | + + | + + + | + | + + |
| Механическая | + + + | + + + | + + + | + + + | + + | + |
+ + + -хорошо; + + - удовлетворительно; + - возможно
Гибка. Процесс гибки заключается в пластическом изгибе заготовки, при котором внутренние слои металла сжимаются, а наружные растягиваются. Гибку выполняют при деформациях, исключающих образование трещин. Поэтому в зависимости от свойств, толщины, размеров и формы заготовки для каждого способа гибки и вида оборудования устанавливают предельно допустимые минимальные радиусы при которых гарантируется необходимое качество гибки.
По принципу действия, оборудование для гибки делится на две группы:
- ротационные машины;
- прессы.
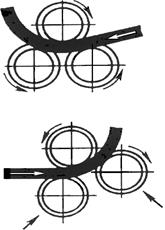
К ротационным машинам относятся листогибочные трех- и четырехвалковые машины, листогибочные машины с поворотной гибочной балкой, профилегибочные валковые станы, зигмашины, сортогибочные роликовые машины, трубогибочные машины, трубо- и профилегибочные станы с индуктивным нагревом (рис. 2.6).
Прессы разделяются на специализированные и универсальные. К специализированным относятся листогибочные кривошипные, гидравлические и правильногибочные горизонтальные прессы.
Листогибочные трех- и четырехвалковые машины, предназначены для гибки цилиндрических и конических обечаек из листового металла в холодном и горячем состоянии. Машины делятся на трехвалковые симметричные, трехвалковые асимметричные и четырехвалковые.
Минимальный радиус гибки зависит от диаметра верхнего валка и указывается в паспорте машины. Минимальный радиус гибки в холодном состоянии равен двадцатикратной толщине металла (Rmin = 20δ), при меньших – применяется горячая гибка.
Листогибочные машины с поворотной гибочной балкой предназначены для гибки профилей из листового и полосового материала в холодном состоянии. Схема гибки в листогибочных машинах показана на рис. 2.7.
При гибке на трехвалковых симметричных машинах концы заготовок получаются плоскими. Длина плоского участка равна половине расстояния между плоскими валками. Поэтому концы заготовок предварительно подгибают на прессе или в листогибочной машине.
В асимметричных трехвалковых машинах передний боковой валок смещен к середине и может регулироваться, чтобы поджать лист к верхнему валку. Один конец заготовки сгибается почти полностью, а для получения обечайки с двумя согнутыми концами, её заводят в валки машины дважды.
В четырехвалковых машинах при гибке заготовка зажимается между верхним и средним валками, деле на заготовку нажимает правый боковой валок, и происходит загибание концевого участка. Затем правый боковой валок опускается, включается привод вращения верхнего валка и осуществляется гибка.
Процесс гибки происходит вследствие протекания пластических деформаций, что может привести к деформационному старению пластически продеформированных участков. Для исключения протекания этого процесса и с целью уменьшения радиуса гиба гибку производят в горячем состоянии при температуре 850 ¸1050 0С на вальцах, либо под прессом. Горячая гибка толстолистового металла применяется при изготовлении барабанов котлов, сосудов высокого давления, зубчатых колес, барабанов лебедок, подшипников, редукторов и др.
На трехвалковых вальцах можно изгибать как цилиндрические, так и конические обечайки. Изготовление листовых элементов с поверхностью двоякой кривизны получают на специальных вальцах с валками переменного диаметра, выбивкой или штамповкой. На обычных листогибочных вальцах такие детали могут гнуться с помощью бочки, надеваемой на верхний валок, и постели седлообразной формы, устанавливаемой на нижние опорные валки (рис. 2.8, 2.9).
а) б)
в)
Рис. 2.6. Схемы гибки:
а – гибка в валковых машинах; б – гибка под прессом;
в – профилегибочная установка с индукционным нагревом.
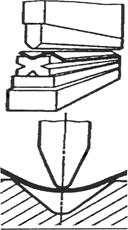
Для изготовления различных профилей из листового и полосового материала в холодном состоянии используют листогибочные прессы. Основным способом гибки является свободная гибка. Заготовка изгибается под действием пуансона, закрепляемого в ползуне пресса. Угол загиба определяется шириной матрицы и глубиной опускания пуансона. Матрица имеет несколько пазов разной ширины. В зависимости от требуемой ширины паза матрицы, лист перед гибкой устанавливается необходимой стороной на столе пресса. При изготовлении сложных профилей гибка производится в несколько операций.
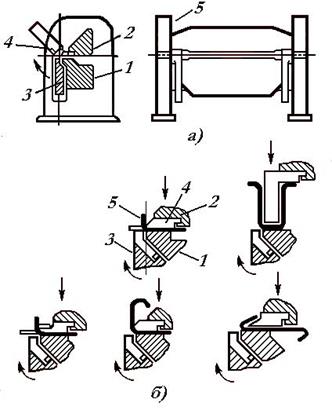
Рис. 2.7. Схемы гибки в листогибочных машинах с
поворотной гибочной балкой:
а – схема машины; б – схема гибки различных деталей:
1 – стол; 2 – прижимная траверса; 3 – поворотная балка;
4 – шаблон; 5 – стойка; 6 – заготовка.
По конструкции привода листогибочные прессы разделяются на кривошипные и гидравлические.
Профильный прокат гнут на сортогибочных роликовых машинах, а замкнутые профили – на специальных станках с индукционным подогревом.
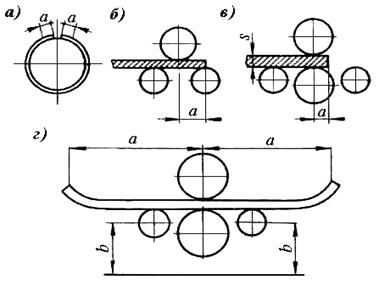
Рис.2.8. Схема вальцовки обечаек:
а – цилиндрическая обечайка с недовальцованными участками;
б – схема гибки на трехвалковых машинах; в – схема гибки на четырехвалковых машинах; г- схема гибки с предварительно подогнутыми кромками.
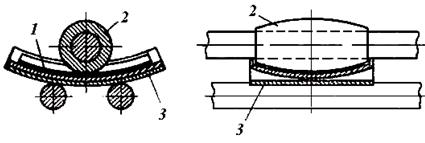
Рис. 2.9. Схема гибки листа по сферической поверхности:
1 – исходная заготовка; 2 – двояковыпуклая бочка; 3 – постель
Способ гибки сортового проката в роликах аналогичен гибке в валках листовых заготовок. Гибка происходит между тремя смежными роликами. Особенностью гибки заготовок сложного профиля в роликах, является искажение элементов профиля – схождение и расхождение полок уголка и швеллера, овальность сечения трубы, скручивание несимметричной заготовки по спирали, а также образование складок на элементах профильного проката. Эти искажения являются следствием неравномерности напряжения в отдельных элементах сечения изгибаемых заготовок.
Для предотвращения искажения профильного проката используют гибочные ролики специальной конструкции, а также направляющие и поддерживающие ролики. Для тонкостенных заготовок применяют гибку по шаблону, растяжением с местным нагревом.
Профиль роликов должен соответствовать профилю изгибаемой заготовки в зависимости от направления ее элементов - внутрь или наружу.
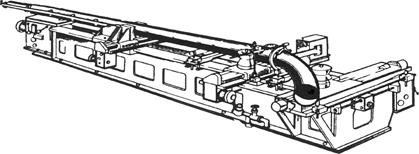
Гибку труб ведут на профилегибочных станках с индукционным подогревом, что позволяет сохранить форму поперечного сечения труб без искажения (рис. 2.6.в).
Трубогибочные машины предназначены для гибки труб в холодном состоянии. По типу привода трубогибочные машины разделяются на машины с механическим, пневматическим и гидравлическим приводом. Наибольшее применение имеют машины с гидравлическим приводом.
Очистка и подготовка поверхности. При изготовлении сварных конструкций очистку применяют для удаления с поверхности металла средств консервации, загрязнений, смазочно-охлаждающих жидкостей, ржавчины, окалины, заусенцев и грота, затрудняющих процесс сварки, вызывающих дефекты сварных швов и препятствующих нанесению защитных покрытий.
Для очистки проката, деталей и сварных узлов применяют механические и химические методы.
Дата добавления: 2016-04-06; просмотров: 2037;