Транспортные операции
Транспортирующие устройства выполняют функции связующего элемента в производстве сварных конструкций и состоят из загружающих, разгружающих, транспортирующих и ориентирующих механизмов.
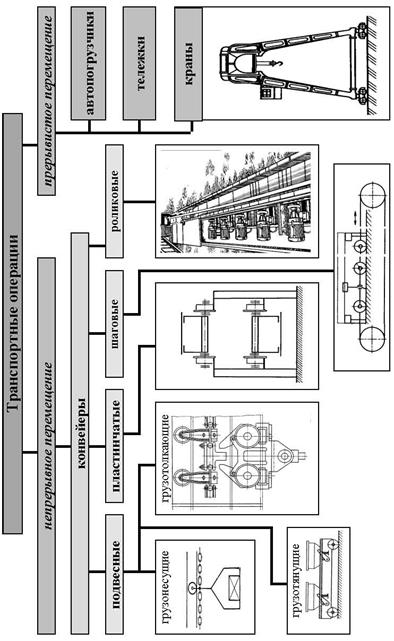
Различают два вида перемещения изделий: непрерывное и прерывистое.
Непрерывное перемещение обеспечивают подвесные и рельсовые конвейеры и напольные транспортеры.
Напольные транспортеры используют для протяженных или крупногабаритных, тяжелых деталей. Они обеспечивают точную фиксацию пространственного расположения деталей, поэтому их применяют в тех случаях, когда необходимо выполнить технологическую обработку деталей непосредственно на транспортере.
Различают пластинчатые транспортеры, замкнутые в вертикальной плоскости, и рольганги (рис.3.1).
Рольганги целесообразно применять для перемещения длинномерных и плоских деталей и узлов. Рольганги – это система роликов, установленных на специальных опорах в горизонтальной либо наклонной плоскости, часть из которых может иметь индивидуальные приводы, обеспечивающие их вращение. При вращении роликов за счет трения осуществляется перемещение деталей. В наклонных рольгангах, для ограничения скорости перемещения, ролики располагают в наклонной плоскости под углом 1-20. Так как перемещение изделий осуществляется за счет сил тяжести, устанавливать привод в наклонных рольгангах нет необходимости.
Рельсовые конвейеры представляют собой специальные тележки, перемещающиеся по рельсовому пути, как правило, от индивидуального привода. Используется преимущественно в качестве внутри- и межцехового транспорта для перемещения крупногабаритных и тяжеловесных изделий.

Подвесные конвейеры конструктивно представляют собой монорельс, по которому перемещаются тележки с подвешенным к ним грузом. Монорельс монтируют в виде замкнутого контура по значительной производственной территории. Тележки связаны между собой цепью, которая перемещается от нескольких приводов.
Подвесные конвейеры классифицируют как (рис. 3.1):
- грузонесущие;
- грузотянущие;
- грузотолкающие.
В грузонесущих конвейерах груз подвешивается на конвейер и снимается без остановки конвейера.
В грузотянущих конвейерах груз перемещается на специальной тележке по рабочей площади производственного участка. Перемещение тележки обеспечивается посредством присоединения ее специальным тросом к тележке монорельса. Для остановки перемещения необходимо отсоединить трос от привода монорельса. Такая схема позволяет прерывать перемещение груза без остановки привода конвейера и накапливать его непосредственно на транспортирующей тележке. При такой схеме используется не только объемное пространство цеха, но и рабочие площади.
Грузотолкающие конвейеры представляют собой два параллельно установленных в вертикальной плоскости цехового пространства монорельса. По нижнему монорельсовому пути перемещается грузонесущая тележка, а по верхнему – грузотолкающая тележка. Такое устройство расширяет возможность транспортера, например, использовать его как накопитель, не занимая при этом дефицитные производственные площади.
Подвесные конвейеры являются перспективным и наиболее широко используемым транспортом при производстве сварных конструкций, так как позволяют рационально использовать объемы производственных помещений, освобождая дефицитные рабочие площади, и перемещать изделия, как в горизонтальной, так и в вертикальной плоскости.
Непрерывное ритмическое перемещение изделий в автоматических линиях осуществляется с помощью шаговых конвейеров. Их применяют в тех случаях, когда требуется точное позиционирование деталей относительно сварочного автомата, и быстрое перемещение их с одной позиции на другую.
Примером шагового конвейера может служить система тележек с гидроподъемниками, установленных на рельсовом пути с определенным шагом и связанных между собой приводным тросом. На каждом рабочем месте с помощью гидроподъемника изделия поднимают вверх, все тележки перемещаются на один шаг. После этого гидроподъемник опускает груз на очередное рабочее место для выполнения соответствующей операции.
Прерывистое перемещение осуществляют:
универсальными средствами (электрокарами, автопогрузчиками, тележками, кранами и электрическими тельферами);
специальными пульсирующими конвейерами, шаговыми транспортерами, рольгангами, склизами, толкателями.
Сборочные операции
В общей трудоемкости сборочные операции занимают 25¸40 %. Они наименее механизированы. Сборка – совокупность операций по установке деталей в положение, предусмотренное чертежом для последующей сварки или пайки.
Помимо требований, определяемых конструкцией изделия, сборка должна удовлетворять ряду требований, вытекающих из особенностей техпроцесса сварки и пайки (допустимые зазоры, смещения кромок и др.)
Различают следующие виды сборок:
1) поузловая;
2) методом наращивания;
3) окончательная.
Сборка включает три группы операций:
1) установку деталей в положение, предусмотренное чертежом;
2) взаимное ориентирование деталей;
3) временное закрепление деталей.
В индивидуальном и мелкосерийном производстве установка деталей осуществляется либо вручную, либо с помощью грузоподъемных средств.
Операции взаимного ориентирования могут осуществляться по разметке вручную. Процесс очень трудоемкий. Для снижения трудоемкости операции взаимного ориентирования целесообразно использовать кондукторы, собранные из набора стандартизованных деталей Универсально-сборных приспособлений (УСПС), что позволит оперативно производить сборку и переналадку приспособлений под другие сборочные единицы и конструкции.
В индивидуальном и мелкосерийном производстве закрепление деталей осуществляют с помощью струбцин, скоб с клиньями и других простейших приспособлений, а также с помощью швов-прихваток.
Требования к швам прихваток:
1. Прихватку выполняют только после очистки свариваемых кромок и прилегающих к ним поверхностей, шириной не менее 10мм, до металлического блеска.
2. Прихваточные швы нужно выполнять с применением тех же сварочных материалов, которые будут использоваться при сварке.
3. По сечению размер прихватки не должен превышать 2/3 размера основного шва.
4. По длине прихватки могут быть либо сплошными, либо прерывистыми. Если прихваточные швы прерывистые, то их длина должна составлять не более (4÷5)δ, но не более 800 мм (δ – толщина свариваемых элементов)
5. Расстояние между прихватками должно быть (30÷50)δ, но не более 500 мм.
6. Обязательно закреплять прихваточнми швами соединяемые детали в начале и в конце стыка.
7. При сварке решетчатых конструкций каждый элемент должен быть закреплен прихватками не менее, чем в двух точках.
В серийном производстве:
- установка деталей осуществляется также как и в мелкосерийном производстве;
- взаимное ориентирование осуществляется в универсальных кондукторах, позволяющих изменять установочные размеры опорных, упорных и закрепляющих элементов.
В таких приспособлениях возможно осуществлять сварку однотипных конструкций с различными типоразмерами.
Одним из вариантов совершенствования выполнения сборочно-сварочных операций является применение универсальных, многоцелевых манипуляторов с программным управлением – промышленных роботов.
В массовом производстве выполнение сборочных операций включает следующие действия:
- накопление деталей;
- предварительное ориентирование;
- перемещение деталей в сборочное устройство;
- взаимное ориентирование деталей;
- временное закрепление деталей.
Поточно-механизированные, автоматизированные машины и станки-автоматы оснащены устройствами и механизмами, выполняющими эти действия. Конструкции этих устройств определяются формой и размерами деталей, оборудованием для выполнения сборки и сварки, и будет рассмотрена в составе поточно-механизированных линий, применяемых для массового производства сварных конструкций.
Дата добавления: 2016-04-06; просмотров: 2067;