Назначение припусков на механическую обработку
Припуском называется слой металла, предназначенный для снятия в процессе механической обработки. Величина припуска должна быть такой, чтобы после механической обработки поверхность детали отвечала требованиям по качеству металла, механическим свойствам и шероховатости. Величина припуска регламентируется государственным стандартом ГОСТ Р 53464-2009 «Отливки из металлов и сплавов. Допуски размеров, массы и припуски на механическую обработку». Ориентировочно величину припусков для чугунных и стальных отливок можно определить по табл. 1 и 2 приложения.
Класс точности отливок определяется в зависимости от типа производства (серийности), материала и состояния модельного комплекта и оснастки, а также других факторов. К первому классу точности относятся отливки, получаемые в крупносерийном и массовом производстве при машинной формовке с использованием, как правило, металлического модельного комплекта. Второй класс точности достигается при машинной формовке по деревянным моделям (среднесерийное производство). Отливки, получаемые в единичном и мелкосерийном производстве с использованием ручной формовки и деревянного модельного комплекта могут относиться как ко второму, так и к третьему классу точности в зависимости от состояния технологической оснастки и квалификации формовщика. Примем, что в рассматриваемом случае отливка относится ко второму классу точности.
В соответствии с ГОСТ 2.423-73 припуски на механическую обработку на чертежах изображаются сплошной основной линией поверх контура детали. Величина припуска учитывается в линейных размерах отливки. Отверстия, впадины и другие особенности конфигурации детали, не выполняемые литьем, зачеркиваются сплошной линией. Слой металла, оставляемый на месте не выполняемых литьем элементов детали, называется напуском.
Все поверхности модели, перпендикулярные разъему, должны иметь формовочные уклоны, облегчающие извлечение модели из формы. Следовательно, формовочные уклоны будут иметь место и на отливке, т.к. последняя повторяет наружную конфигурацию модели. На обрабатываемых поверхностях формовочный уклон назначается сверх припуска на механическую обработку. Значения формовочных уклонов для наружных поверхностей моделей регламентируются ГОСТом 3212-92 (табл. 3 приложения).
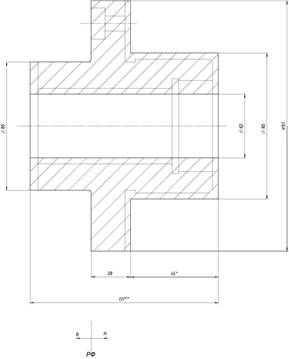
Эскиз отливки для рассматриваемого примера представлен на рис. 2.
|
| Рис. 2. Эскиз отливки |
Дата добавления: 2016-03-27; просмотров: 1144;