ТОКАРНО-РЕВОЛЬВЕРНЫЕ СТАНКИ
Револьверный станок (р.с.) -металлорежущий станок токарной группы, оснащенный многопозиционной поворотной револьверной головкой, несущей инструменты для обработки наружных и внутренних поверхностей точением, растачиванием, сверлением, зенкерованием, развёртыванием, накатыванием и т.п.
На Р. с. получают детали сложной формы из прутков и штучных заготовок. Прутковые Р. с. имеют механизм для подачи и зажима прутка. Р. с., на которых обрабатывают штучные заготовки, называются патронными; они снабжены патроном с ручным или механизированным зажимом. Различают Р. с. с вертикальным (рис., а), горизонтальным (рис., б)и наклонным расположением револьверной головки; ручные, механизированные и автоматизированные. В ручных Р. с. подача прутка осуществляется вручную, поворот револьверной головки — автоматически при отводе суппорта в исходное положение. Механизированный Р. с. обычно имеют механизированный зажим, подачу прутка и движение суппортов. Автоматизированный Р. с. оснащают устройствами для автоматического переключения скоростей шпинделя и подачи суппортов при повороте револьверной головки. В Р.с. с цикловым программным управлением автоматизация цикла, а также движений рабочих органов осуществляется электромагнитными муфтами, электродвигателями, гидроцилиндрами и т.п. Программа обработки задаётся соответствующей установкой штеккеров, перемещения рабочих органов — переставными упорами, воздействующими на путевые выключатели.
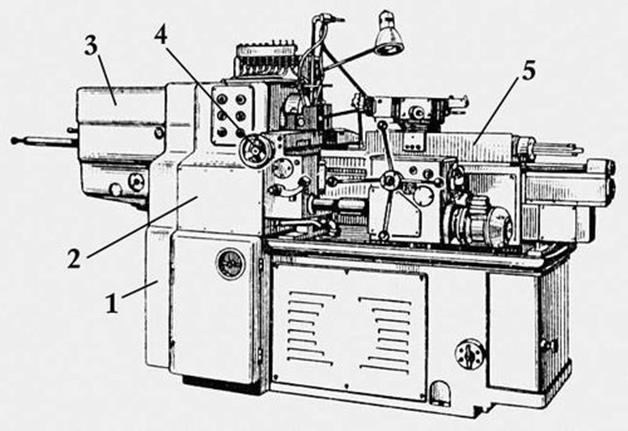
Рис а. Револьверный станок с вертикальной осью револьверной головки: 1 — станина; 2 — коробка передач; 3 — шпиндельная бабка; 4 — поперечный суппорт; 5 — продольный суппорт с револьверной головкой.
Для повышения производительности труда предусматривается настройка инструментов вне станка. Упоры настраивают на требуемые размеры также вне станка в быстросъёмном барабане, который налаживают заранее и затем закрепляют на станке. Р. с. применяют в мелкосерийном и серийном производстве.
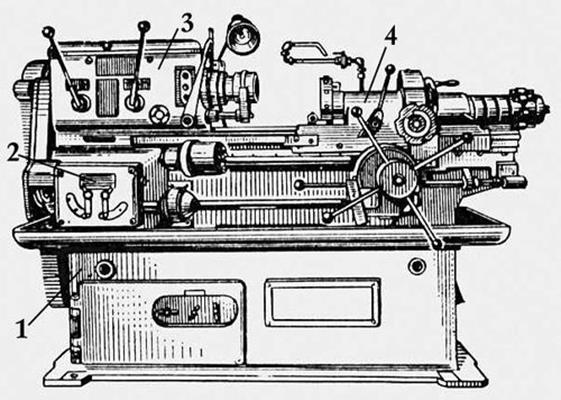
Рис. б. Револьверный станок с горизонтальной осью револьверной головки: 1 — станина; 2 — коробка передач; 3 — шпиндельная бабка; 4 — поперечный суппорт.
Развитие Р. с. привело к созданию револьверных полуавтоматов, главным образом патронных с автоматизацией цикла работы (кроме загрузки и выгрузки деталей), оснащенных системами циклового или числового программного управления. Револьверные полуавтоматы применяют в серийном и крупносерийном производствах, а в связи с расширением использования программного управления — и в мелкосерийном.
Основные узлы токарно-револьверного станка в значительной степени сходны с конструкцией аналогичных узлов токарных станков. Шпиндельная бабка станков средних и больших размеров имеет встроенную коробку скоростей, обеспечивающую по сравнению с таким же узлом токарного станка меньший диапазон регулирования и меньшее число ступеней частоты вращения шпинделя. В шпиндельной бабке станков малого размера монтируют только шпиндель. Изменение частоты вращения шпинделя обеспечивает редуктор, установленный в основании станка и связанный со шпинделем ременной передачей.
Коробка подач конструктивно также проще коробки подач токарно-винторезных станков, так как она имеет меньший диапазон регулирования и меньшее число ступеней подач и в ней отсутствуют элементы, необходимые для нарезания резьбы резцом с помощью ходового винта.
Наладка станка состоит из следующих этапов: 1) установка соответствующих диаметру прутка зажимной и подающей цанг или патрона для штучных заготовок; 2) установка последовательности циклов и режимов обработки на штекерной панели в соответствии с технологической документацией; 3) установка в гнездах револьверной головки заранее настроенных инструментов согласно карте наладки; 4) установка упоров на барабане в соответствии с картой наладки; 5) установка упоров круговых перемещений на станке при обработке в наладочном режиме первой детали согласно технологической документации.
Со станком по особому заказу может быть поставлен отрезной суппорт, который устанавливают на корпусе шпиндельной бабки.
7. ТОКАРНЫЕ ПОЛУАВТОМАТЫ И АВТОМАТЫ
Автоматами называют такие станки, на которых после их наладки все движения, связанные с циклом обработки детали, а также загрузка заготовки и выгрузка готовой детали выполняются по заданной программе без участия рабочего. На полуавтоматах установку новой заготовки, пуск станка и снятие готовой детали производит рабочий.
Токарные автоматы и полуавтоматы могут быть универсальными и специализированными, горизонтальными и вертикальными, одно-и многошпиндельными. Одношпиндельные прутковые токарные автоматы подразделяют на револьверные, фасонно-отрезные и фасонно-продольные. В универсальном исполнении одношпиндельные токарно-револьверные автоматы имеют шестипозиционную револьверную головку и поперечные суппорты.
Токарные автоматы являются, как правило, многоинструментальными станками. По числу шпинделей их делят на одно- и многошпиндельные, по, расположению шпинделей — на горизонтальные и вертикальные, по назначению — на универсальные и специализированные. В массовом производстве широко применяют многошпиндельные токарные автоматы.
Горизонтальные одношпиндельные токарные полуавтоматы подразделяют на многорезцовые (центровые и патронные), копировальные и многорезцово-копировальные. На центровых станках обрабатывают детали, устанавливаемые в центрах, когда длина детали в несколько раз больше ее диаметра. На патронных станках в основном обрабатывают короткие детали большого диаметра. Одношпиндельные полуавтоматы, снабженные магазинным устройством, превращаются в автоматы.
Токарные копировальные полуавтоматы служат для обработки деталей сложной конфигурации. Детали на таких станках обрабатывают одним или несколькими резцами. Резец перемещается в продольном и поперечном направлениях в соответствии с профилем копира или эталонной детали. На копировальных полуавтоматах обработку можно вести на более высоких скоростях резания, чем при многорезцовой обработке.
Многошпиндельные автоматы и полуавтоматы по принципу работы подразделяют на автоматы (полуавтоматы) параллельного и последовательного действия.
СВЕРЛИЛЬНЫЕ СТАНКИ
Сверлильные станки предназначены: для получения сквозных и глухих отверстий в сплошном материале, для чистовой обработки (зенкерования, развертывания) отверстий, образованных в заготовке каким-либо другим способом, для нарезания внутренних резьб, для зенкования торцовых поверхностей. Применяя специальные инструменты и приспособления, на сверлильных станках можно растачивать отверстия, вырезать отверстия большого диаметра в листовом материале («трепанирование»), притирать точные отверстия и т. д. Сверлильные станки используют в механических, сборочных, ремонтных и инструментальных цехах машиностроительных заводов, а также в ремонтных мастерских, обслуживающих транспорт, стройки, сельское хозяйство. На сверлильных станках обработка отверстий производится сверлами, зенкерами, развертками, зенковками и другими инструментами, нарезание резьбы — метчиками.
Существуют следующие типы универсальных сверлильных станков.
1. Одношпиндельные настольно-сверлильные станки для обработки отверстий малого диаметра. Станки широко применяют в приборостроении. Шпиндели этих станков вращаются с большой частотой.
2. Вертикально-сверлильные станки (основной и наиболее распространенный тип) применяют преимущественно для обработки отверстий в деталях сравнительно небольшого размера. Для совмещения осей обрабатываемого отверстия и инструмента на этих станках предусмотрено перемещение заготовки относительно инструмента.
3. Радиально-сверлильные станки используют для сверления отверстий в деталях больших размеров. На этих станках совмещение осей отверстий и инструмента достигается перемещением шпинделя станка относительно неподвижной детали.
4. Многошпиндельные сверлильные станки обеспечивают значительное повышение производительности труда по сравнению с одношпиндельными станками.
5. Горизонтально-сверлильные станки для глубокого сверления.
К группе сверлильных станков можно также отнести центровальные станки, которые служат для получения в торцах заготовок центровых отверстий. Основными размерами сверлильных станков являются наибольший условный диаметр сверления, размер конуса шпинделя, вылет шпинделя, наибольший ход шпинделя, наибольшие расстояния от торца шпинделя до стола и до фундаментной плиты и др.
Вертикально-сверлильный станок 2Н135. На станине 1 вертикально-сверлильного станка (рис. 11.1) размещены основные части станка. Станина имеет вертикальные направляющие, по которым перемещаются стол 9 и сверлильная головка 3, несущая шпиндель 7 и двигатель 2 Управление коробками скоростей и подач осуществляется рукоятками 4, ручная подача — штурвалом 5. Глубину обработки контролируют по лимбу 6. В нише размещены электрооборудование и противовес. В некоторых станках электрооборудование выносят в отдельный шкаф 12. Фундаментная плита 11 служит опорой станка. Стол 9 станка перемещают по направляющим с помощью винтового механизма маховичком 10. Охлаждающая жидкость подается электронасосом по шлангу 8.
Рис. 11.1. Вертикально-сверлильный станок 2Н135.
Техническая характеристика станка:
Наибольший диаметр сверления, мм .............. 35
Конус шпинделя ....................... Морзе № 4
Наибольшее осевое перемещение шпинделя, мм ........ 250
Вылет шпинделя, мм ...................... 300
Расстояние от конца шпинделя до стола, мм ......... 30 — 750
Частота вращения шпинделя, мин-1 . . , .......... 31,5 — 1400
Число частот вращения шпинделя ............... 12
Подача, мм/об ........................ 0,1 — 1,2
Число подач ........................ 9
Мощность электродвигателя главного движения, кВт .... 4,5
Частота вращения вала электродвигателя, мин-1 ........ 1450
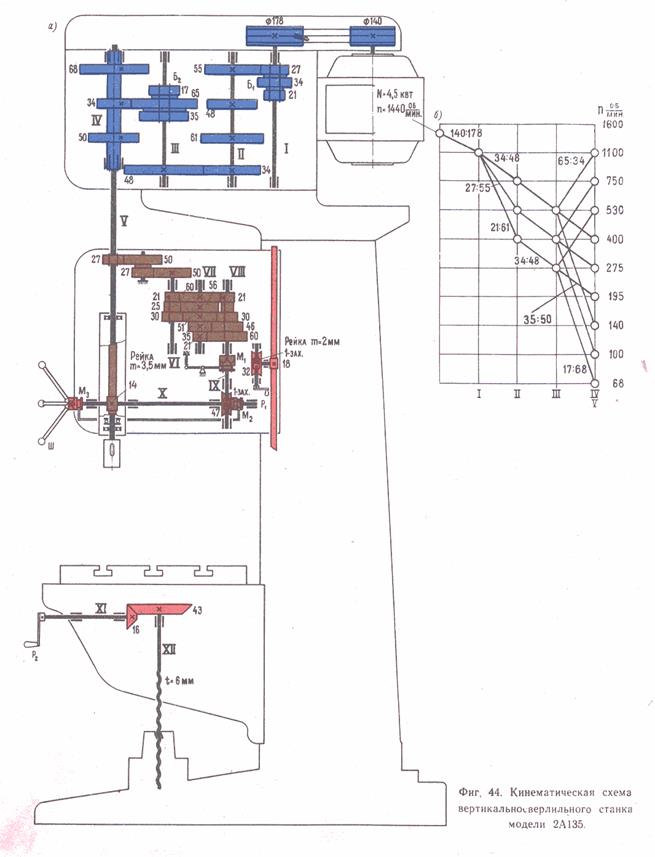
Станок является универсальным вертикально-сверлильным и относится к конструктивной гамме вертикально-сверлильных станков средних размеров 2НП8, 2Н125, 2Н135 и 2Н150 с условным диаметром сверления соответственно 18, 25, 35 и 50 мм. Станки этой гаммы широко унифицированы между собой. Агрегатная компоновка и возможность автоматизации цикла обеспечивают создание на их базе специальных станков. Главное движение (вращение шпинделя) осуществляется от вертикально расположенного электродвигателя, через зубчатую передачу и коробку скоростей.
Радиально-сверлильный станок 2М55 (рис. 11.3) предназначен для сверления, зенкерования и развертывания отверстий и нарезания резьбы в заготовках крупных деталей при единичном и серийном производстве.
| Рис. 11.3. Радиально-сверлильный станок 2М55: 1 — фундаментная плита; 2 — поворотная наружная колонна; 3 — механизм перемещения и зажима траверсы; 4 — траверса; 5 — шпиндельная головка; 6 — приставной стол | Рис. 11.4. Переносной радиально- сверлильный станок |
Обрабатываемую заготовку устанавливают на приставном столе 6 или непосредственно на фундаментной плите 1. Инструмент закрепляют в шпинделе станка, а затем устанавливают относительно обрабатываемой заготовки, поворачивая траверсу 4 вместе с поворотной наружной колонной 2 и перемещая шпиндельную головку 5 по траверсе. В зависимости от высоты заготовки траверса может быть поднята или опущена, Станок имеет механизированные зажимы шпиндельной головки, траверсы и поворотной наружной колонны.
Главным движением в радиально-сверлильных станках является вращение шпинделя, а движением по дачи — осевое перемещение шпинделя вместе с пинолью (гильзой). К вспомогательным движениям относятся: поворот траверсы вместе с поворотной наружной колонной и последующее закрепление на неподвижной внутренней колонне, вертикальное перемещение по наружной колонне и закрепление траверсы на нужной высоте, перемещение и закрепление шпиндельной головки на траверсе, переключение скоростей и подач шпинделя и т. д.
Горизонтальное перемещение шпиндельной головки по траверсе вручную производят с помощью маховичка и реечной передачи. Механическое вертикальное перемещение траверсы по поворотной колонне осуществляется отдельным электродвигателем. Закрепление траверсы по окончании перемещения, а также освобождение траверсы перед началом перемещения происходит автоматически.
Закрепление поворотной наружной колонны на неподвижной внутренней, а также закрепление шпиндельной головки на направляющих траверсы происходит с помощью гидромеханизмов, управляемых кнопками. Нажим на одну кнопку вызывает закрепление колонны и головки, нажим на другую — их освобождение. Сила закрепления регулируется продолжительностью нажима на кнопку. Траверсу с полой колонной поворачивают вручную.
Выпускают переносные радиально-сверлильные станки (рис. 11.4), которые допускают обработку отверстий в различно расположенных плоскостях.
Многошпиндельные сверлильные станки.Существуют три основных вида многошпиндельных сверлильных станков:
а) станки с расположением шпинделей в один ряд (рис. 11.5, а) для последовательного сверления в одной детали отверстий различного диаметра или для обработки одного отверстия различными инструментами;
б) станки с головками колокольного типа с переставными шарнирными шпинделями (рис. 11.5, б) для одновременной обработки нескольких отверстий;
в) агрегатные многошпиндельные станки для массового производства.
Станки для глубокогосверления (токарно-сверлильные) предназначены для сверления и рассверливания отверстий, длина которых во много раз превосходит их диаметр. Конструкция станков зависит от длины и диаметра обрабатываемого отверстия, длины и массы заготовки, а также от масштаба производства. Станки могут быть одно- и двусторонними, т. е. предназначенными для обработки отверстий с одной или с обеих сторон одновременно. В станках для сверления отверстий малого диаметра при длине не больше 1000 мм вращается обрабатываемая заготовка (рис. 11.5, в). Большие, тяжелые заготовки остаются во время обработки неподвижными, а инструмент (специальное сверло и борштанга с расточными резцами) получает вращение и осевую подачу (рис. 11.5, г).
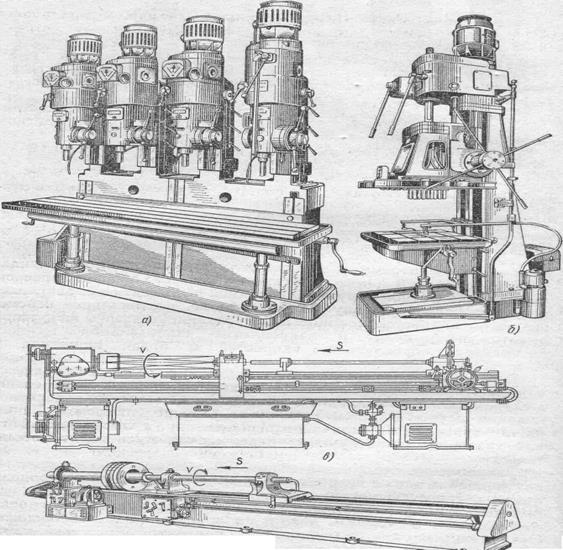
Рис. 11.5 Многошпиндельные сверлильные станки и станки
для глубокого сверления.
Расточные станки. На расточных станках можно сверлить, рассверливать, зенкеровать, растачивать и развертывать отверстия, подрезать торцы резцами, фрезеровать поверхности и пазы, нарезать резьбу метчиками и резцами и т. д. (рис. 11.6).
Расточные станки подразделяют на горизонтально-расточные, координтано - расточные и алмазно-расточные (отделочно-расточные). Алмазно-расточные станки применяют для тонкой (алмазной) обработки, на них можно растачивать отверстия с отклонением поверхности от цилиндричности в пределах 3—5 мкм. Координатно-расточные станки предназначены для обработки точных отверстий в тех случаях, когда нужно получить точные межцентровые расстояния или расстояния осей отверстий от базовых поверхностей (в пределах 0,005— 0,001 мм). 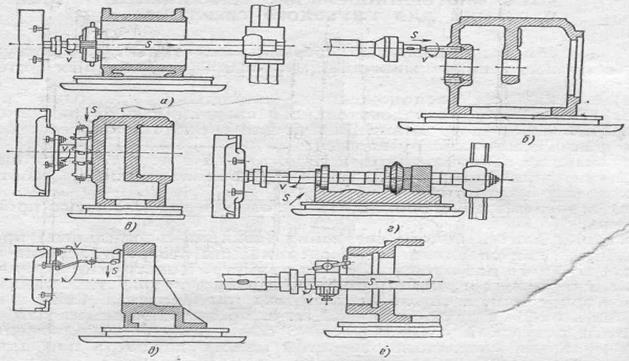
Рис. 11.6. Работы, выполняемые на горизонтально-расточных станках: а — растачивание цилиндрических отверстий; 6 — сверление отверстий; в - обработка вертикальной поверхности торцовой фрезой; г — обработка горизонтальных плоских и фасонных поверхностей; д. — обработка торца резцом; е — нарезание внутренней резьбы резцом
Принцип работы станка заключается в следующем. Инструмент крепят в шпинделе или в суппорте планшайбы, он получает главное движение — вращение. Заготовку устанавливают непосредственно на столе или в приспособлении. Столу сообщается продольное или поперечное поступательное движение. Шпиндельная бабка перемещается в вертикальном направлении по передней стойке (одновременно с ней вертикально перемещается опорный люнет на задней стойке). Расточный шпиндель получает поступательное перемещение (при растачивании отверстий, нарезании внутренней резьбы и т. п.). Суппорт планшайбы перемещается по планшайбе в радиальном направлении. Все эти движения являются движениями подач
На алмазно-расточных станках выполняют тонкое растачивание точных цилиндрических и конических отверстий, а при наличии дополнительной оснастки их используют также для обработки торцов, канавок, фасонных поверхностей вращения и т.п. Алмазно-расточные станки подразделяют на вертикальные и горизонтальные, одно- и многошпиндельные. Горизонтальные станки могут быть односторонними и двусторонними.
На алмазно-расточных станках обрабатывают детали при высоких скоростях резания (до 1000 м/мин), малых подачах (0,01 — 0,1 мм/об) и малых глубинах резания (0,05—0,5 мм). В качестве инструментов применяют алмазные и твердосплавные резцы.
Главным движением в алмазно-расточных станках является вращение шпинделя с инструментом. Вертикальные одношпиндельные алмазно-расточные станки имеют разделенный привод главного движения, т. е. вращение шпинделю от коробки скоростей передается через ременную передачу.
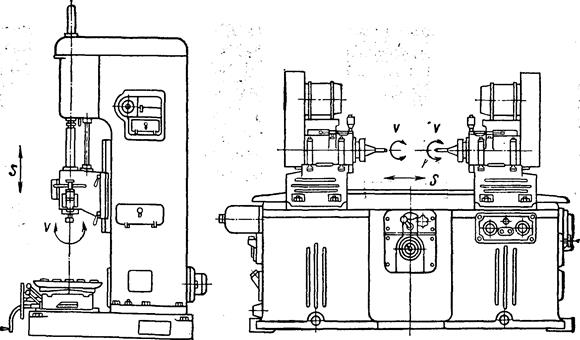
Рис. 11.9. Алмазно-расточные станки: а - вертикальный; б - горизонтальный
В горизонтальных алмазно-расточных станках, предназначенных для более точных работ, коробка скоростей отсутствует; электродвигатель расположен вне станка, и шпинделям расточных головок вращение сообщается только с помощью ременной передачи. Необходимая частота вращения шпинделя настраивается ступенчатыми или сменными шкивами.
Движение подачи в вертикальных одношпиндельных станках сообщается шпинделю, в горизонтальных односторонних и двусторонних станках — столу с установленным приспособлением для закрепления заготовки. Стол совершает сложный цикл рабочих и быстрых перемещений, подавая заготовку то к одним, то к другим шпиндельным головкам, установленным на мостиках. В специализированных алмазно-расточных станках движение подачи сообщается шпиндельным головкам, а заготовка остается неподвижной. Для получения подач чаще всего используют гидравлический привод, бесступенчато регулирующий подачу.
Точность вращения шпинделя в значительной степени определяет выходную точность обработки. Шпиндели монтируют на высокоточных подшипниках качения или скольжения. Вращение на шпиндель для получения малых параметров шероховатости обрабатываемой детали передается ременной передачей. Шпиндель и закрепленные на нем детали обычно уравновешивают. Применение гидравлической установки дает возможность не только применять бесступенчатое регулирование подачи, но также автоматизировать цикл перемещения стола и другие вспомогательные операции. Электродвигатели, насосы и другие механизмы станка выносят за пределы станка, что также способствует повышению точности и уменьшению тепловых деформаций базовых деталей станка.
Тонкое (алмазное) растачивание имеет следующие достоинства: в порах обработанной поверхности отсутствуют абразивные зерна, наблюдаемые при обработке абразивным инструментом (шлифованием и хонингованием); высокая точность обработки отверстий, отклонение от круглости 0,003—0,005 мм и параметр шероховатости поверхности Ra = 0,16 ... 0,63 мкм.
Координатно-расточные станки применяют в точном машиностроении и особенно в приборостроении. На них окончательно обрабатывают ответственные детали. На координатно-расточных станках можно размечать и центровать, сверлить, развертывать и окончательно растачивать отверстия, обрабатывать фасонные контуры, фрезеровать торцы бобышек и др. Станки этого типа применяют для обработки точных отверстий в тех случаях, когда расстояния между их осями или расстояния их осей до базовых поверхностей детали должны быть выдержаны с очень высокой точностью. Координатно-расточные станки применяют при изготовлении точных приспособлений, кондукторов, специальных люнетов, а также для обработки поверхностей наиболее ответственных (корпусных) деталей машин, станков и механизмов. На координатно-расточных станках фрезеруют плоскости, производят точную разметку, измеряют детали и т. д.
Современные координатно-расточные станкиобеспечивают высокую точность геометрической формы отверстий (концентричность) с точностью до 1 мк, а межосевые расстояния с точностью до 1—2 мк для небольших деталей и до 5 мк для крупных деталей (при расстояниях между осями отверстий от 1000 мм и более). Кроме того, на координатно-расточных станках обрабатывают детали с чистотой поверхности порядка 7—8 класса и с высокой степенью точности по плоскостности.
Универсальность координатно-расточных станков и точность, которую они обеспечивают, позволяют во многих случаях отказаться от изготовления дорогостоящих специальных, приспособлений, что сокращает сроки выпуска новых машин и приборов. В настоящее время освоено производство современных координатно-расточных станков оригинальных конструкций различных типоразмеров, начиная с небольших одностоечных станков с размерами стола 200X400 мм и кончая крупными двустоечными станками с размерами стола 1400X2200 мм.
Точные расстояния между осями обработанных отверстий и принятыми базовыми поверхностями получают на этих станках без применения каких-либо приспособлений для направления инструмента. Для точного отсчета перемещений подвижных узлов станка координатно-расточные станки имеют специальные устройства: точные ходовые винты с лимбами и нониусами, жесткие и регулируемые концевые меры вместе с индикаторными устройствами, точные линейки в сочетании с оптическими приборами и индуктивные проходные винтовые датчики. При этом применяют механические, оптико-механические, оптические, оптико-электрические и электрические системы.
Координатно-расточные станки бывают одностоечные (ри. 11.10) и двухстоечные (рис. 11.11). Одностоечные координатно-расточные станки обычно снабжают крестовым столом, который может перемещаться в двух взаимно перпендикулярных направлениях (продольном и поперечном). Шпиндель имеет вращательное движение и движение подачи в осевом направлении. У двухстоечных координатно-расточных станков стол может перемещаться только в продольном направлении, а поперечное перемещение по траверсе получает головка со шпинделем. Координатно-расточные станки можно использовать как измерительные машины для проверки размеров деталей и особо точных разметочных работ. Во избежание температурных влияний окружающей среды на точность работы эти станки необходимо устанавливать в изолированном помещении, где поддерживается температура 20 °С.
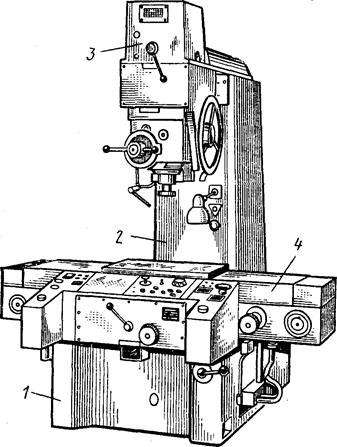
Рис. 11.10. Координатно-расточный станок 2А450:
1 — станина; 2 — стойка; 3 — шпиндельная бабка; 4 — стол
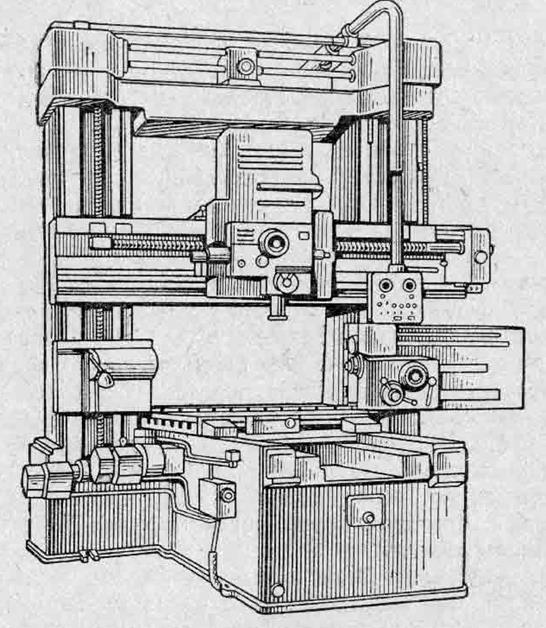
Ри. 11.11. Двустоечный координатно-расточный станок ЛР-87
Основной особенностью одностоечного координатно-расточного станка 2А450 (рис. 11.10) является то, что он оборудован оптическими устройствами, позволяющими отсчитывать целую и дробную части размера. Поэтому точность отсчета перемещений стола не зависит от механизмов, перемещающих стол, и не нарушается даже при изнашивании этих механизмов. В условиях нормальной эксплуатации станок обеспечивает точность установки межцентровых расстояний в прямоугольной системе координат 0,001 мм, в полярной системе — 5 угл. с.
Координаты отсчитывают с помощью точных масштабных зеркальных валиков и оптических приборов. Зеркальные валики представляют собой стержни из коррозионно-стойкой стали, на которых нанесены тонкие винтовые риски с точным шагом. Поверхность валиков доведена до зеркального блеска. Координаты устанавливают по точным шкалам при наблюдений через специальные микроскопы.
ФРЕЗЕРНЫЕ СТАНКИ
На фрезерных станках можно обрабатывать наружные и внутренние поверхности различной конфигурации, прорезать прямые и винтовые канавки, нарезать наружные и внутренние резьбы, обрабатывать зубчатые колеса и т. п. (рис. 12.1). Различают станки: консольно-фрезерные (горизонтальные, вертикальные, универсальные и широкоуниверсальные), вертикально-фрезерные бесконсольные, продольно-фрезерные (одно- и двухстоечные), фрезерные непрерывного действия (карусельные и барабанные), копировально-фрезерные (для контурного и объемного фрезерования), гравировально-фрезерные, специализированные (резьбофрезерные, шпоночно-фрезерные, шлицефрезерные и др.).
В современных фрезерных станках применяют разделенные приводы главного движения и подач, механизмы ускоренных перемещений стола (во всех направлениях), однорукояточное управление изменения скоростей подач. В станках узлы и детали широко унифицированы.
Консольно-фрезерные станки. Станки называют консольными потому, что стол станка установлен на консоли, перемещающейся вверх по направляющим станины. К консольно-фрезерным станкам относят горизонтально-фрезерные, вертикально-фрезерные, универсальные и широкоуниверсальные станки. Основным размером фрезерных станков общего назначения является размер рабочей поверхности стола. У горизонтальных консольно-фрезерных станков ось шпинделя расположена горизонтально, и стол передвигается в трех взаимно перпендикулярных направлениях.
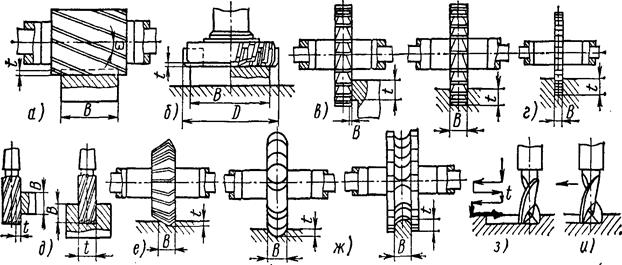
Рис. 12.1 Фрезы:
а — цилиндрическая; б — торцовая; в — дисковые; г — прорезные (отрезные); д — концевые; е — угловые; ж — фасонные; з — шпоночная при работе на станках с маятниковой подачей; и — шпоночная при работе на вертикально-фрезерных станках; t - глубина резания; В — ширина фрезерования
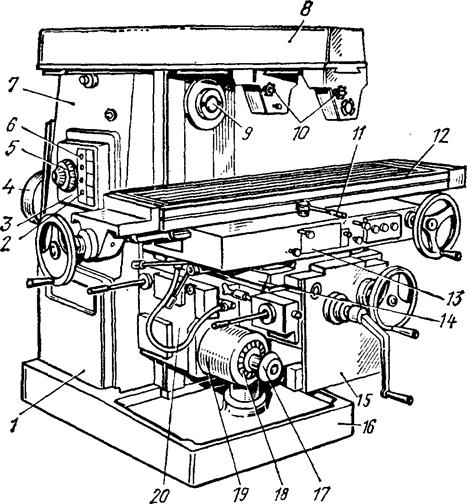
Рис. 12.2. Универсальный консольно-фрезерный станок 6Р82:
I — станина; 2, 6 — кнопочная станция; 3 — коробка переключения скоростей; 4 — электродвигатель главного движения; 5 — лимб частоты вращения шпинделя; 7 — коробка скоростей (в корпусе станины); 8 — хобот; 9 — шпиндель; 10 — подвески; 11 — рукоятка включения продольной подачи; 12 — стол; 13 — поворотная часть; 14 — поперечные салазки; 15 — консоль; 16 — фундаментная плита; 17 — рукоятка переключения подач; 18 — лимб с величинами подач; 19 — механизм переключения подач; 20 — коробка подач.
Универсальные консольно-фрезерные станки (рис. 12.2) внешне почти не отличаются от горизонтальных станков, но имеют поворотный стол, который помимо возможности перемещения в трех взаимно перпендикулярных направлениях может быть повернут вокруг своей вертикальной оси на ±45°. Это позволяет обрабатывать на станке винтовые канавки и нарезать косозубые колеса. Вертикальные консольно-фрезерные станки (рис. 12.3) по внешнему виду отличаются от горизонтальных вертикальным расположением оси шпинделя и отсутствием хобота. Хобот у горизонтальных станков служит для закрепления кронштейна, поддерживающего конец фрезерной оправки.
Широкоуниверсальные консольно-фрезерные станки в отличие от универсальных имеют дополнительный шпиндель, поворачивающийся вокруг вертикальной и горизонтальной осей. Имеются также широкоуниверсальные станки с двумя шпинделями (горизонтальным и вертикальным) и столом, поворачивающимся вокруг горизонтальной оси. В широкоуниверсальных фрезерных станках шпиндель может быть установлен под любым углом к обрабатываемой заготовке.
Горизонтально-, вертикально- и универсально-фрезерные станки являются основными модификациями консольно-фрезерных станков и представляют собой станки общего назначения.
Бесконсольные вертикально-фрезерные станки (вертикально-фрезерные станки с крестовым столом) применяют для фрезерования крупных деталей с большой толщиной срезаемого слоя. Бесконсольные станки имеют большую мощность, высокие частоты вращения шпинделя и подачи стола. Шпиндельная бабка с расположенной в ней коробкой скоростей перемещается в вертикальном направлении по направляющим станины. Вращение шпинделя осуществляется от отдельного электродвигателя. У некоторых станков можно устанавливать ось шпинделя под углом. Стол имеет движения по двум взаимно перпендикулярным направлениям в горизонтальной плоскости.
Вертикально-фрезерные бесконсольные станки выпускают в основном со столом шириной 630, 800 и 1000 мм. Станком управляют обычно с подвесного пульта. На базе основных исполнений станков изготовляют различные модификации (с поворотной шпиндельной бабкой, со встроенным круглым столом, копировальные и др.).
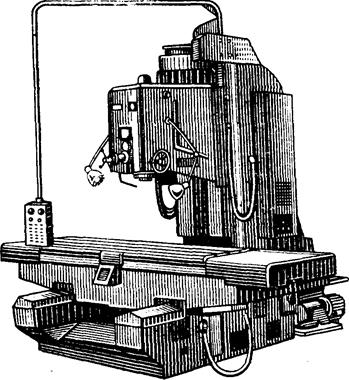
Рис. 12.9. Вертикально-фрезерный станок с крестовым столом 6А59
Станок применяют для фрезерных работ, используя различные виды быстрорежущего и твердосплавного инструмента, а также для простых расточных и сверлильных работ с вертикальной подачей фрезерной бабки.
Продольно-фрезерные станки предназначены для обработки горизонтальных, вертикальных, наклонных и фасонных поверхностей деталей торцовыми, цилиндрическими и фасонными фрезами. Станки выпускают одно- и двухстоечными, с одним или несколькими шпинделями. Продольно-фрезерные станки имеют рабочий стол, совершающий только продольное перемещение. Главным движением в продольно-фрезерных станках является вращательное движение шпинделя бабок, а движениями подач — продольное движение стола и соответствующие перемещения шпиндельных бабок. Кроме рабочих движений станки имеют обычно следующие установочные движения: быстрые продольные перемещения стола; быстрые перемещения шпиндельных бабок; быстрый подъем или опускание траверсы; перемещение гильз шпинделей каждой шпиндельной бабки для точной установки фрез на нужную толщину срезаемого слоя; поворот любой из шпиндельных бабок для установки фрезы под нужным углом (у станков с поворотными шпиндельными бабками). Ширина стола продольно-фрезерных станков находится в пределах 320—5000 мм, а длина 1000—12 500 мм и более. Каждый шпиндель приводится в движение от отдельного электродвигателя.
Современные продольно-фрезерные станки имеют высокую производительность. Машинное время при обработке сокращается в результате высоких скоростей шпинделей, высоких подач, больших тяговых сил приводов подач и достаточных мощностей шпиндельных бабок. Вспомогательное время сокращается в результате механизации вспомогательных операций, при применении дистанционного управления станком с одного подвесного пульта. В конструкциях станков предусмотрены возможность наладки с пульта управления любого режима работы, дистанционное бесступенчатое регулирование подач (для станков с шириной стола 500 мм и более), зажим и отжим перемещаемых узлов, их перемещение, механизированная уборка стружки из зон резания и другие виды механизации.
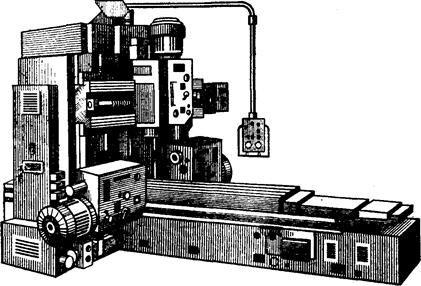
Рис. 12.10. Двухстоечный продольно-фрезерный станок
Рис. 12.11. Одностоечный продольно-фрезерный станок
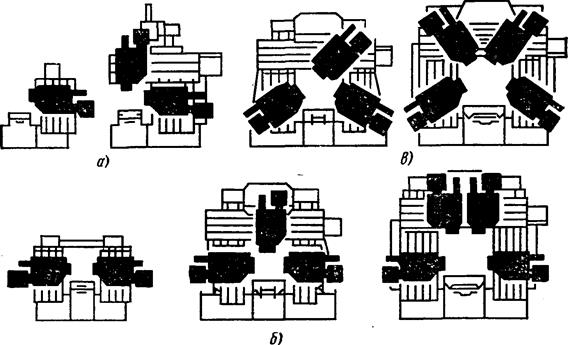
Рис. 12.12. Схемы компоновок продольно-фрезерных станков:
а — одностоечных; б — двухстоечных с неподвижными шпиндельными бабками; в — двухстоечных с поворотными шпиндельными бабками
У продольно-фрезерных станков неподвижная станина является основанием, к которому у двухстоечных станков крепят две стойки без поперечины или с поперечиной, а у одностоечных — одну стойку, несущую консольную траверсу.
Двухстоечный продольно-фрезерный станок с неповоротными шпиндельными бабками показан на рис. 12.10, одностоечный станок с неповоротной шпиндельной бабкой — на рис. 12.11. Схемы компоновок одностоечных и двухстоечных станков приведены на рис. 12.12.
Шпоночно-фрезерные станки предназначены для фрезерования шпоночных пазов. Фрезерование ведется по схеме, приведенной на рис. 12.13, б.
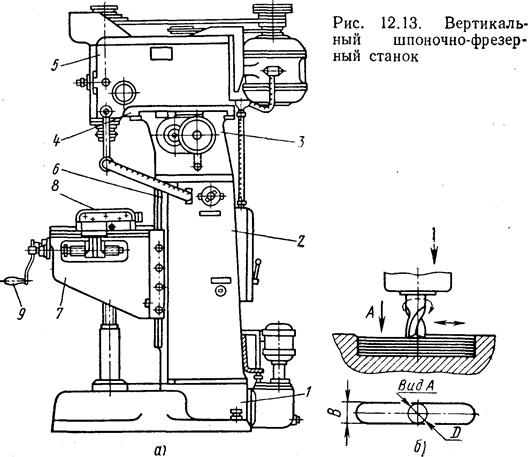
Принцип работы вертикального одношпиндельного шпоночно-фрезерного станка (рис. 12.13, а) заключаетсяв следующем. Шпиндель с фрезой получает вращательное главное движение и прямолинейную подачу вдоль оси паза, а в конце хода и вертикальную подачу. Обрабатываемую заготовку крепят на столе 8. На основании 1 станка размещены станина 2 с головкой 3, шпиндельная каретка 5, получающая от гидропривода продольное перемещение по направляющим 4; консоль 7 со столом 8 может перемещаться в вертикальном направлении по направляющим 6 станины. Рукоятка 9 предназначена для сообщения столу поперечных перемещений. Вертикальная подача шпинделя в конце каждого хода каретки осуществляется автоматически. Станок работает по полуавтоматическому циклу.
Фрезерные станки непрерывного действия. При работе на фрезерных станках непрерывного действия заготовки на столах устанавливают и закрепляют без остановки движения. Производительность таких станков велика, их применяют в крупносерийном и массовом производстве. Фрезерные станки непрерывного действия делят на карусельные и барабанные (рис. 12.14). На карусельном станке (рис. 12.14, а) заготовки устанавливают в приспособлениях на вращающемся столе 2, затем их пропускают для снятия припуска под одной или двумя фрезами 1 и снимают со стола. Цикл обработки детали может быть выполнен и за несколько оборотов стола. В этом случае после каждого оборота стола заготовку поворачивают для обработки другой поверхности.
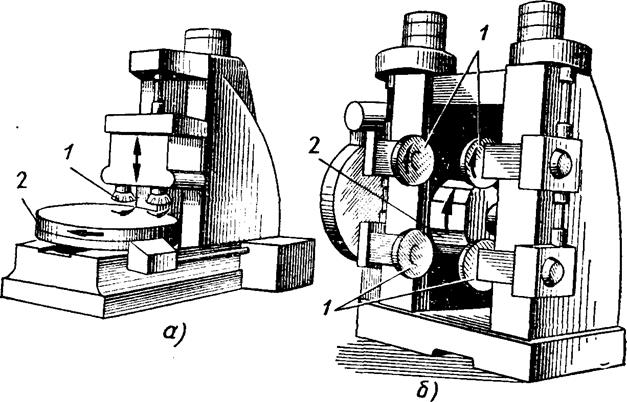
Рис. 12.14. Фрезерные станки непрерывного действия:
а — карусельный; 6 — барабанный
Барабанный станок для непрерывной работы (рис. 12.14, б)применяют для обработки сравнительно крупных заготовок одновременно с двух сторон. Заготовку крепят в приспособлениях, которые устанавливают на периферии медленно вращающегося массивного барабана 2. Обработку ведут фрезами 1.
Устанавливают заготовки и снимают детали в процессе работы станка с противоположной относительно фрезы стороны.
Дата добавления: 2016-03-15; просмотров: 4317;