Изучение затрат рабочего времени методом хронометражного наблюдения
Хронометражем называется наблюдение, при котором изучается длительность выполнения элементов операции основной и вспомогательной работы. Он проводится с целью получения данных для:
- установление норм времени на выполнение основных и вспомогательных работ;
- проверки действующих норм времени;
- изучения и внедрения передовых приёмов и методов труда;
- анализа работы на технологических линиях с целью выявления узких мест;
- выявление причин невыполнения норм выработки отдельными рабочими;
- анализ организации многоагрегатного обслуживания оборудования рабочими.
Изучение процессов труда с помощью хронометража включает те же последовательные этапы работы, что и проведение фотографии рабочего времени. Содержание подготовительной работы такое же, как и при проведении фотографии, но более тщательно устанавливаются моменты начала и окончания выполнения трудового приема, элемента операции. Такие отчетливые внешние признаки, определяющие начало и конец трудового приема или элемента операции, называются фиксажными точками. Они устанавливаются зрительно или на слух. Фиксажные точки, например, могут определяться по следующим моментам: прикосновению рук к обрабатываемому предмету, инструменту, прикосновению ноги к педалям, рычагам машины, появлению звука, вызываемого каким-либо действием машины, и т.п. Различают начальную и конечную фиксажные точки. Начальная фиксажная точка совпадает с началом выполнения приема или элемента операции, а конечная – с его завершением.
Ход хронометража записывается в специальном документе – наблюдательном листе хронометража. Он имеет лицевую и оборотную стороны. На лицевой стороне указываются почти те же данные, что и на первой странице наблюдательного листа индивидуальной фотографии рабочего времени. Ha оборотной стороне листа записываются результаты наблюдения и их обработки.
Процесс хронометрирования заключается в том, что хронометражист следит за выполнением элементов операций. С помощью хронометра определяется текущее время, и записывают его в листе хронометража.
Количество замеров, которое должно быть выполнено, разработаны НИИ труда. Оно тем больше, чем меньше предполагаемая продолжительность выполнения элемента операции и ниже механизация труда. При низкой механизации труда делают около 20 замеров.
На основе записей текущего времени определяется продолжительностью элемента операции по каждому замеру. Для этого из текущего времени рассматриваемого замера вычитается текущее время предыдущего. В результате таких действий получается ряд чисел, показывающих продолжительность выполнения элемента операции. Он называется хронометражным рядом.
Во всяком хроноряде обнаруживаются колебания продолжительности выполнения данного элемента операции. Явно ненормальные отклонения продолжительности, возникшие в результате нарушений порядка выполнения элементов операции (брак предыдущих операций, задержки в работе, случайные неполадки), о чем в наблюдательном листе делается отметка, исключаются из хроноряда и в дальнейших расчетах не используются. Причины различной длительности выполнения элементов операции (замеров) изучаются, и при участии рабочих намечаются мероприятия по их устранение.
Качество хронометражного ряда определяется путём расчёта фактического коэффициента устойчивости ряда и сравнение его с нормативным. Фактический коэффициент устойчивости хронометражного ряда (Куст) равняется:
 ,
,
где tмак – максимальное время выполнения элемента операции, с, (мин);
tмин – минимальное время выполнения элемента операции, с, (мин).
На основе обработки данных хроноряда определяется нормальная продолжительность выполнения каждого элемента операции, по которой определяется техническая норма времени на каждую операцию.
Для примера приводятся материалы хронометража операции «Прессование изделия».
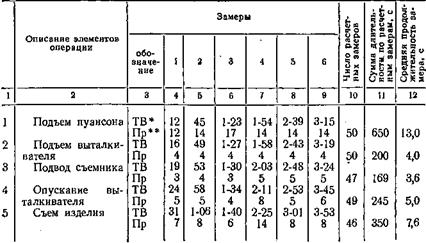
Для удобства изучения затрат времени операция расчленена на элементы: 1) подъем пуансона; 2) подъем выталкивателя; 3) подвод съемника; 4) опускание выталкивателя; 5) съем изделий; 6) продувка; 7) закладка таблеток; 8) опускание пуансона; 9) подпрессовка; 10) обломка заусенцев; 11) подготовка пресс-материала; 12) контроль теплового режима; 13) счет и укладка изделий; 14) переход от пресса к прессу. В качестве примера приводится хронометраж первых пяти элементов операции.
Время выполнения отдельных элементов работы замерено при помощи секундомера. Продолжительность отдельных элементов определяется путем вычитания данных предыдущей записи из последующей и проставляется в строке «Пр».
Таблица Наблюдательный лист хронометража
Завод
Цех
Исполнитель
Фамилия: Иванова И. И,
Специальность: прессовщик
Стаж: 15 лет; на данной работе—-5 лет
Наименование работы: прессование изделий
Количество обслуживаемого оборудования—2 пресса
Наблюдатель: Михайлова А. Р.
Начало наблюдения: 9.00
Конец наблюдения: 12.00
|

Таким образом норма времени на операцию прессование изделия составит 13+4+3,6+5+7,6=33,2 сек.
Анализ и сопоставление данных в приводимом примере позволяет сделать следующие выводы: прием «Контроль теплового режима», как показал передовой опыт, не обязательно выполнять после каждой операции, а достаточно проводить через каждые полчаса работы.
ТЕМА 10: ОРГАНИЗАЦИЯ МАТЕРИАЛЬНО -ТЕХНИЧЕСКОГО СНАБЖЕНИЯ (МТС) И СБЫТА ПРОДУКЦИИ
- Сущность и функции МТС
- Управление производственными запасами
- Сущность и роль сбытовой деятельности
- Рекламная деятельность
1.
Дата добавления: 2016-02-09; просмотров: 1557;