Простые статистические методы
Совокупность современных статистических медов контроля и управления качеством подразделяется по степени сложности на три категории:
1) простые методы:
2) новые методы;
3) новейшие методы.
В своей совокупности эти методы образуют эффективную систему методов контроля и анализа качества.
Простые методы получили наибольшее распространение ввиду их сравнительной несложности, убедительности и доступности.
Среди простых статистических методов, названных так ввиду их сравнительной несложности, убедительности и доступности, наибольшее распространение получили семь методов, выделенных в начале 50-х годов ХХ века японскими специалистами под руководством Каоро Исикавы. В своей совокупности эти методы образуют эффективную систему методов контроля и анализа качества. С их помощью, по свидетельству самого К. Исикавы, может решаться от 50 до 95 % всех проблем, находящихся в поле зрения производственников.
Для применения семи простых методов не требуется специального образования (стандартная японская программа обучения этим методам рассчитана на 20 занятий и ориентирована на уровень старшеклассников). О популярности семи простых методов можно судить по тому, что сегодня в японских фирмах ими владеют все - от президента до рядового рабочего. В этом отношении данные методы являются средством демократизации технологии управления качеством.
Основное назначение этих методов – контроль протекающего процесса и предоставление участнику процесса фактов для корректировки и улучшения процесса.
Семь простых методов могут применяться в любой последовательности, в любом сочетании, в различных аналитических ситуациях, их можно рассматривать и как целостную систему, как отдельные инструменты анализа. В каждом конкретном случае предлагается определить состав и структуру рабочего набора методов. Хотя они являются простыми методами, но это отнюдь не значит, что при использовании многих из них нельзя воспользоваться компьютером, чтобы быстрее и без затруднений сделать подсчеты и наглядней представить статистические данные.
Согласно К. Исикаве в семь простых методов входят: расслоение данных (стратификация), диаграмма Парето, причинно-следственная диаграмма, гистограмма, диаграмма разброса, контрольная карта и контрольный листок.
1.10.1. Стратификация данных
Метод стратификации (расслаивание данных) - инструмент, позволяющий произвести выбор данных, отражающих требуемую информацию. Цель стратификации заключается в разбиении однородной совокупности данных на две или более групп однородных данных. Данные, разделенные на группы в соответствии с их особенностями, называют слоями (стратами), а сам процесс разделения – расслаиванием (стратификацией).
Мы можем классифицировать массив данных в различные группы (или категории) с общими характеристиками, называемыми переменной стратификации. Важно установить, какие переменные будут использоваться для сортировки.
Процедура стратификации данных не отличается большой сложностью. После того, как совокупность объектов, подлежащих стратификации, определена, ее анализируют в целях выявления характеристик, по которым может быть произведена их сортировка (расслаивание). Факторами расслаивания могут быть: геометрические размеры, возраст, источники продукции (поставщики или продавцы), стоимость, масса, возраст, цвет, сезон и т.д.
На практике стратификация используется для расслаивания статистических данных по различным признакам и анализа выявленной при этом разницы.
На рис. 1 приведен пример анализа источника возникновения дефектов. Все дефекты (100 %) были классифицированы на четыре категории - по поставщикам, по операторам, по смене и по оборудованию. Из анализа представленных донных наглядно видно, что наибольший вклад в наличие дефектов вносит в данном случае поставщик 2.
Рис. 1. Диаграмма стратификации
Примерами стратификации данных могут служить:
- анализ брака;
- расчет стоимости изделия, когда требуется оценка прямых и косвенных расходов отдельно по изделиям и по партиям;
- оценка прибыли от продажи изделий отдельно по клиентам и по изделиям;
- оценка качества хранения отдельно по изделиям и по партиям;
- анализ совокупности станков в целях выявления характерных видов дефектов и др.
Стратификация - основа для других инструментов, таких как анализ Парето или диаграммы рассеивания. Такое сочетание инструментов делает их более мощными.
1.10.2. Анализ Парето
Анализ Парето получил свое название по имени итальянского экономиста В. Парето, который показал, большая часть капитала (80 %) находится в руках незначительного количества людей (20 %). Парето разработал логарифмические математические модели, описывающие это неоднородное распределение, а математик Лоренц представил графические иллюстрации.
Правило Парето - "универсальный" принцип, который применим во множестве ситуаций, и без сомнения - в решении проблем качества. Джозеф Джуран отметил "универсальное" применение принципа Парето к любой группе причин, вызывающих то или иное последствие, причем большая часть последствий вызвана малым количеством причин. Анализ Парето ранжирует отдельные области по значимости или важности и призывает выявить и в первую очередь устранить те причины, которые вызывают наибольшее количество проблем (несоответствий).
Анализ Парето, как правило, иллюстрируется диаграммой Парето (рис. 2), на которой по оси абсцисс отложены причины возникновения проблем качества в порядке убывания вызванных ими проблем, а по оси ординат - в количественном выражении сами проблемы, причем как в численном, так и в накопленном (кумулятивном) процентном выражении.
На диаграмме отчетливо видна область принятия первоочередных мер, очерчивающая те причины, которые вызывают наибольшее количество ошибок. Таким образом, в первую очередь, предупредительные мероприятия должны быть направлены на решение проблем именно этих проблем.
Рис. 2. Диаграмма Парето
1.10.3. Причинно-следственные диаграммы
Причинно-следственная диаграмма (диаграмма Исикавы, диаграмма «рыбий скелет») применяется, когда требуется исследовать, систематизировать и изобразить все возможные причины определенных проблем или условий.
Следствие, результат или проблема обычно обозначаются на правой стороне диаграммы, а главные воздействия или причины перечисляются на левой стороне.
Для составления причинно-следственной диаграммы необходимо подобрать максимальное число факторов, имеющих отношение к характеристике, которая вышла за пределы допустимых значений.
Наиболее эффективным считается групповой метод анализа причин, называемый «мозговым штурмом». Как правило, источник одной или нескольких причин рассматриваемого результата выбирается из категорий, называемых 5М и Е:
- человек (люди) – man;
- машина (оборудование) – machine;
- измерение – measuring;
- материалы – material;
- метод (технология) – method;
- окружающая среда – environment.
Общий вид диаграммы Исикавы приведен на рис. 3.
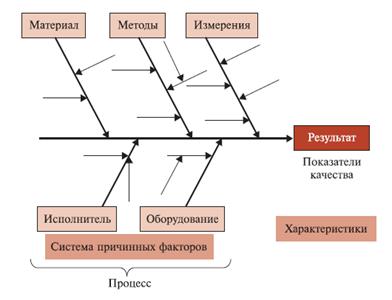
Рис.3. Диаграмма Исикавы
Главным достоинством диаграммы Исикавы является то, что она дает наглядное представление не только о тех факторах, которые влияют на изучаемый объект, но и о причинно-следственных связях этих факторов.
Пример диаграммы Исикавы, разработанной для анализа причин появления брака изделия, приведен на рис. 4

Рис. 4. Диаграмма Исикавы для анализа причин
появления брака изделия
1.10.4. Гистограммы
Гистограмма представляет собой один из видов столбиковой диаграммы, дающей наглядное представление того, с какой частотой повторяется то или иное значение или группа значений. Она отображает зависимость частоты попадания параметров качества изделия или процесса в определенный интервал значений от этих значений. Если данные ежедневных измерений или контроля одного и того же или нескольких параметров - размеров, механических характеристик и т. п., полученных за определенный период, например за месяц сгруппировать по частоте попадания в тот или иной интервал значений и представить это распределение данных графически в виде столбиков, получим график, называемый гистограммой.
При этом число наблюдений должно составлять не менее 30, а по возможности порядка 100.
Гистограмма обнаруживает количество вариаций, которые имеет процесс. На рис. 5 изображены типичные виды гистограмм.
| 
| |
| 
| |
Рис. 5. Гистограммы
Как мы уже видели на диаграмме Парето, очень полезно представить в форме столбикового графика частоту, с которой появляется определенное событие (так называемое частотное распределение). Однако диаграмма Парето имеет дело только с характеристиками продукции или услуги: типами дефектов, проблемами, угрозой безопасности и т.п.
Гистограмма, напротив, имеет дело с измеряемыми данными (температура, толщина) и их распределением. Распределение может быть критическим, т.е. иметь максимум.
Информация на гистограмме изображается с помощью серии прямоугольников или полос одинаковой ширины. Частотность событий указывается по вертикальной оси, а группа данных, или классы, указываются по горизонтальной оси.
Диаграммы разброса
Диаграммы разброса являются результатом анализа рассеяния, который изучает зависимость между двумя величинами (переменными). Эти две переменные могут относиться к:
- характеристике качества и влияющему на нее фактору;
- двум различным характеристикам качества;
- двум факторам, влияющим на одну характеристику качества.
Диаграмма разброса (диаграмма рассеяния, график рассеяния, график разброса) строится как график зависимости между двумя параметрами.
При построении диаграммы разброса на оси абсцисс откладываются значения параметра аргумента, а на оси ординат параметра функции. Данные измерений изображаются точками на графике.
По виду диаграммы разброса можно судить о наличии или отсутствии между двумя параметрами корреляционной зависимости. Корреляция (от позднелат. correlatio - соотношение) - взаимная связь, взаимозависимость, соотношение предметов или понятий.
Корреляция представляет собой меру зависимости переменных. О наличии корреляционной зависимости между параметрами можно говорить в том случае, когда разброс данных имеет линейную тенденцию.
Характер корреляционной зависимости, который определяется видом графика рассеяния, дает представление о том, каким образом будет изменяться один из параметров при определенных изменениях дpyгoгo.
Если при увеличении х на графике у также будет увеличиваться, это прямая (положительная) корреляция (рис. 6).

Рис. 6. Прямая корреляция
На рис. 7 показан пример обратной (отрицательной) корреляции. При увеличении х характеристика у уменьшается.
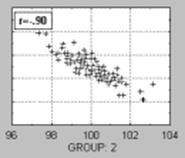
Рис. 7. Обратная корреляция
На рис. 8 показан пример отсутствия корреляции, когда никакой выраженной зависимости между х и у не наблюдается.
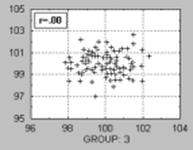
Рис. 8. Нет корреляции
1.10.6. Контрольные карты
Контрольные карты-специальный вид графиков, впервые предложенный В. Шухартом в 1925 г. Контрольные карты имеют вид, представленный на рис.9. Контрольные карты отображают характер изменения показателя качества во времени.
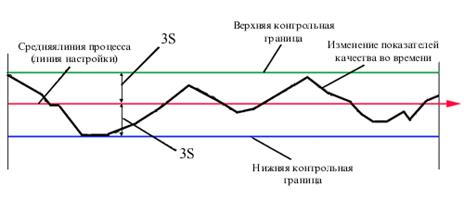
Рис.9. Общий вид контрольной карты
Контрольная карта – графический способ представления и сопоставления информации, основанной на последовательности выборок, отражающих текущее состояние процесса, с границами, установленными на основе не присущей процессу изменчивости.
Контрольная карта представляет собой бланк, на котором проводятся центральная линия и две линии выше и ниже средней, называемые верхней и нижней контрольными границами. На карту точками наносятся данные измерений или контроля параметров и условий производства. Исследуя изменение данных с течением времени, следят, чтобы точки графика не вышли за контрольные границы. Принято говорить, что процесс вышел из-под контроля, если одна или более точек вышли за контрольные границы. Это воспринимается как информация об отклонении параметров или условий процесса от установленной нормы.
Для выяснения причины отклонения исследуют влияние качества исходного материала или деталей, методов, операций, условий проведения технологических операций, оборудования.
Существуют два основных типа контрольных карт: для качественных признаков (годен - негоден) и для количественных признаков.
Для качественных признаков возможны четыре вида контрольных карт:
1) U — карта (число дефектов на единицу продукции) , когда площадь, длина или другой параметр образца продукции не являются постоянной величиной;
2) С — карта (число дефектов в выборке) применяется в случае, когда контроль качества осуществляется путем определения суммарного числа дефектов в заранее установленном постоянном объеме проверяемых изделий (например, число разрывов на постоянной площади ткани);
3) Р — карта (доля дефектных изделий в выборке) (например, доли дефектных винтов по длине винта, доли дефектных электрических лампочек по качеству металла и т. д.);
4) (пр) — карта (число дефектных изделий в выборке). При этом в первом и третьем случаях объем выборки является переменным, а во втором и четвертом - постоянным.
Для количественных признаков применяются:
1) карта средних арифметических и размахов (х - R) - применяется в случае контроля по количественному признаку таких показателей качества, как длина, масса, прочность на разрыв и др.;
2) карта индивидуальных значений (х) - применяется в случае необходимости быстрого обнаружения незамеченных факторов или в случае, когда за день или за неделю было произведено только одно наблюдение;
3) карта медиан и крайних значений (М-х) карта
Целями применения контрольных карт могут быть:
- выявление неуправляемого процесса;
- контроль за управляемым процессом;
- оценивание возможностей процесса.
Основы, типы, построение м интерпретация контрольных карт регламентирована ГОС 50779.42 [11].
1.10.7. Контрольные листки
Контрольный листок служит для сбора и упорядочения первичных данных. Его главное назначение двояко:
1) облегчить процесс сбора данных;
2) автоматически упорядочить данные для облегчения их дальнейшего использования.
Заполнение контрольных листков является вспомогательным методом для использования контрольных карт, гистограмм и т. п. Формы листка могут быть самыми разнообразными и зависят от поставленной задачи. В контрольный листок заносят необходимые и достаточные данные для решения этой задачи. Такой листок позволяет осуществлять сбор данных за большой период времени.
При внесении информации в контрольные листки нужно следить за тем, чтобы использовались наиболее простые способы их заполнения (цифры, условные значки), число контролируемых параметров было по возможности наименьшим, а форма листка была проста для заполнения и анализа. Бланки контрольных листков должны быть напечатаны на бумаге, исключающей расплывание чернил, и иметь удобный для хранения и использования формат.
При составлении контрольных листков следует обратить внимание на то, чтобы было указано, кто, на каком этапе процесса и в течение какого времени собирал данные. Важно и то, чтобы все данные добросовестно фиксировались, и собранная в контрольном листке информация могла быть использована для анализа процесса.
Сбор данных с помощью контрольных листков не требует больших затрат труда и времени - это лишь регистрация результатов контроля, который постоянно или периодически проводится исполнителем или контролером.
Контрольные листки могут применяться как при контроле по качественным, так и при контроле по количественным признакам.
Пример контрольного листка приведен на рис. 10
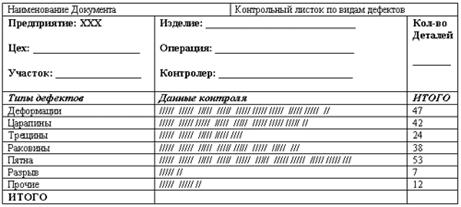
Рис. 10. Контрольный листок
Какие же мероприятия требуют применения статистических методов? Все без исключения. И по всему жизненному циклу продукции, от определения требований в самом начале до их выполнения в конце.
При выборе статистических методов необходимо стремиться к тому, чтобы они соответствовали характеру производственного процесса, наличию средств измерений и обработки статистической информации. Поскольку для решения определенной производственной проблемы можно выбрать несколько разных статистических методов, выбирается такой из них, который обеспечит достижение наилучшего результата при минимальных затратах.
Контрольные вопросы
1. Что понимается под объектами квалиметрии?
2. Перечислите основные методологические принципы квалиметрии.
3. Приведите определение категории «качество».
4. Раскройте содержание основных этапов жизненного цикла продукции.
5. Перечислите задачи квалиметрии на основных этапах жизненного цикла продукции.
6. Поясните содержание термина «показатель качества продукции».
7. Какие группы показателей качества выделяют по характеризуемым ими свойствам?
8. Какие стандарты устанавливают номенклатуру основных показателей качества продукции?
9. Какими методами устанавливают численные значения показателей качества?
10. Приведите примеры услуг и их показателей качества.
11.Какие виды шкал используют в квалиметрии?
12. Как с помощью дифференциального метода проводят оценку уровня качества продукции?
13. В чем сущность комплексного метода?
14. Что показывает коэффициент весомостипоказателя качества продукции?
15. Поясните, в чем различия между социологическим и экспертным методом оценки уровня качества продукции.
16. Какой показатель определяет степень согласованности мнений экспертов?
17. Какова цель метода кластеризации?
18. Какие свойства характеризуют надежность изделия?
19. Какие показатели рассчитываются при определении надежности объекта?
20. Перечислите простые статистические методы контроля и управления качеством.
21. В чем сущность метода стратификации?
22. Приведите примеры области применения анализа Парето.
23. В чем главное достоинство причинно-следственной диаграммы (диаграммы Исикавы)?
24. Перечислите категории «5М+Е», необходимые для построения причинно-следственной диаграммы
25. Что представляет собой гистограмма?
26. Опишите типичные виды гистограмм
27. Каков порядок построения диаграмм разброса?
28. Каковы цели применения контрольных карт?
29. Поясните основные типы контрольных карт
30. В чем суть метода контрольный листок?
Дата добавления: 2016-01-30; просмотров: 4358;