СПОСОБЫ ПОЗИЦИОНИРОВАНИЯ
В технологии поверхностного монтажа компонентов различают четыре способа позиционирования компонентов [4]:
• Конвейерное позиционирование («поточно-последовательное позиционирование») (рис. 9.2).Плата движется по конвейеру вдоль нескольких модулей позиционирования. Каждый модуль осуществляет размещение одного типа корпусов. Головки модулей перемещаются только вверх-вниз, устанавливая компоненты на плату. Скорость обработки платы под одним модулем от 1,8 до 4,5 с.
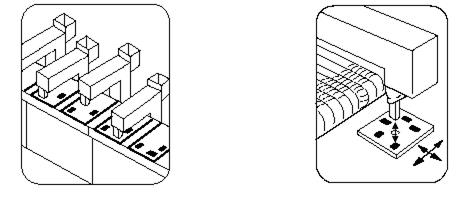
Рис. 9.2. Конвейерное Рис. 9.3. Последовательное
позиционирование. позиционирование.
• Последовательное единичное либо групповое позиционирование. Одна или две управляемые от ЭВМ монтажные головки выбирают компоненты из питателей и последовательно устанавливают их на плате. В некоторых автоматах подвижная головка перемещается в двух направлениях (X и Y), в то время как в других автоматах под неподвижную головку подводится подвижный стол для позиционирования компонентов. На установку одного компонента требуется от 0,3...0,8 до 4,5 с. Этот способ позиционирования в настоящее время используется наиболее часто (рис. 9.3).
• Последовательно-параллельное позиционирование. (Последовательно-параллельное позиционирование называют еще синхронно-последовательным, поскольку оно осуществляется в несколько приемов, причемза один прием устанавливается сразу несколько компонентов в корпусах различной сложности). В этом случае автоматы имеют координатный столик, на котором фиксируется плата и последовательно расположенные монтажные многозахватные головки. Столик вместе с платой может перемещаться по осям X-Y по заранее составленной программе. Каждая головка устанавливает свой тип компонента либо последовательно, либо одновременно (рис. 9.4) за 0,2 с на компонент.
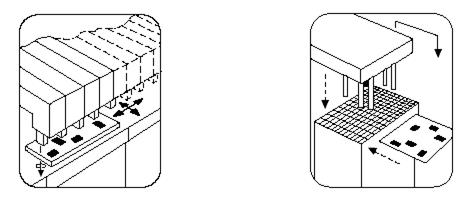
Рис. 9.4. Последовательно-парал- Рис. 9.5. Поточно-парал-
лельное позиционирование. лельное позиционирование.
• Массовое, или поточно-параллельное позиционирование: многозахватные головки за один прием устанавливают на плату большой набор компонентов. За одну операцию ими заселяется часть платы или вся плата (рис. 9.5). Плата и головки фиксированы. Все компоненты устанавливаются за 7...10 с на плату.
Метод массового размещения более всего применим к очень высоким объемам выпускаемой продукции с низкой степенью смешанности компонентов для различных типов монтажа. Автоматы-укладчики, использующие метод последовательного группового размещения, могут обеспечить высокий уровень гибкости производства, но с более низкой скоростью позиционирования. Они применяются в случае низкого или среднего объема производства изделий с высокой степенью смешанности монтажа. Последовательно-параллельные автоматы наилучшим образом приспособлены для средних и высоких объемов работ при низкой степени смешанности монтажа.
В некоторых автоматах предусмотрена возможность смены монтажных головок и захватов. Это увеличивает гибкость производственных линий, хотя и снижает производительность.
Дата добавления: 2016-01-29; просмотров: 1681;