Электрошлаковая сварка
При электрошлаковой сварке основной и присадочный металлы расплавляются теплом, выделяющимся при прохождении электрического тока через расплавленный шлак.
В пространство между кромками вертикально установленных деталей 7 (рис. II. 12), приставной стальной или медной планкой 1 и шлакоудерживающими медными ползунами 4 подается флюс 10 и одна или несколько сварочных проволок 6 диаметром 2...3 мм. Сварка начинается с возбуждения дуги под слоем флюса между электродными проволоками и приставной планкой. При расплавлении флюса и образовании шлаковой ванны 5 сварочные проволоки погружаются в расплавленный шлак, и горение дуги прекращается. Однако ток продолжает течь через расплавленный шлак и тепло, выделяющееся в нем, расходуется на дальнейшее плавление флюса, кромок свариваемых изделий и присадочного металла. При сварке по изогнутым токоподводящим мундштукам 8 с помощью системы роликов 9 непрерывно подается проволока в жидкий шлак. Автомат с помощью колес или специальных электромагнитов перемещается по вертикальной плоскости вместе с ползунами. Последние, охлаждаясь проточной водой, способствуют принудительному формированию сварного шва 2, образуемого из ванны расплавленного металла 3. По трубе, установленной несколько выше мундштуков 8, в зону сварки подается флюс. За один проход автомата одной проволокой при силе тока 600...900 А сваривают металл толщиной до 60 мм. Большие толщины сваривают с поперечным движением проволоки или с одновременной подачей в сварочную ванну нескольких проволок. Для этой же цели используют и специальной формы присадочный металл.
В качестве источников сварочного тока при электрошлаковой сварке применяют сварочные трансформаторы с жесткой внешней характеристикой. Этот метод сварки находит широкое применение в тяжелом машиностроении при изготовлении сварно-литых и сварно-кованых конструкций, в производстве толстостенных котлов высокого давления и пр.
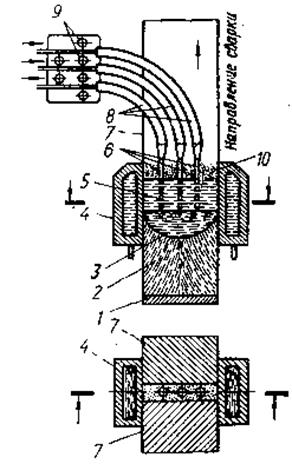
Рис. II. 12. Схема электрошлаковой сварки.
Дата добавления: 2016-01-18; просмотров: 1439;