Технология газовой сварки
1. Виды и состав ацетиленокислородного пламени. В зависимости от соотношения кислорода и ацетилена, поступающих из горелки, различают три основных вида ацетиленокислородного пламени: нормальное, или восстановительное; с избытком кислорода, или окислительное; с избытком ацетилена, или науглероживающее. В большинстве случаев при газовой сварке применяют нормальное пламя, при котором на одну объемную часть ацетилена приходится на 10...20 % больше кислорода.
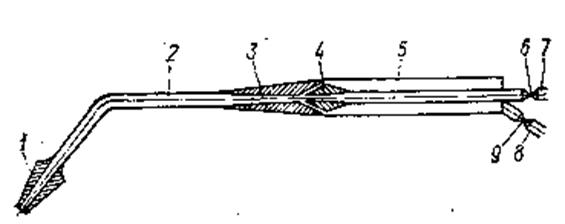
Рис. II. 16. Схема сварочной горелки.
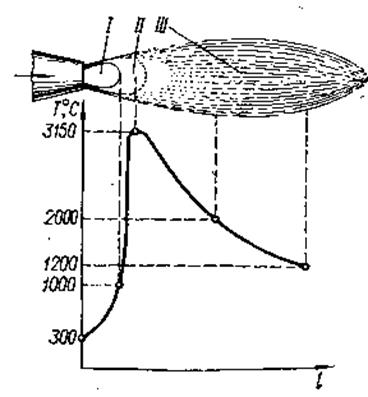
Рис. II. 17. Схема ацетилено-кислородного пламени.
Ацетиленокислородное пламя состоит из трех зон (рис. II. 17): ярко очерченного ядра I (температура около 1000 °С), сварочной II (температура 3050...3150°С) и факела III (температура около 1200 °С).
В первой зоне происходит экзотермический распад ацетилена на составные элементы:
2С2Н2+2O2 = 4С + 2Н2+2O2
Раскалившиеся частицы углерода придают этой зоне яркое свечение.
Во второй зоне происходит неполное сгорание углерода по реакции
4C + 2Н2+ 2O2 = 4СО + 2H2
Вследствие образования оксида углерода и водорода эта зона имеет восстановительный характер.
Наиболее высокая температура пламени в этой зоне находится на расстоянии 2...4 мм от конца ядра. Этой частью пламени и производят сварку.
В третьей зоне за счет кислорода воздуха происходит сгорание оксида углерода и водорода по уравнению
4СО + 2Н2+ 3О2 = 4CO2 + 2H2O
2. Способы газовой сварки. Различают два основных способа газовой сварки: левый и правый. При левом способе (рис. II. 18, a) пламя горелки перемещается справа налево и направлено на еще несваренные кромки, а при правом (рис. II. 18, б) — слева направо и направлено в сторону уже готового шва. Левый способ применяют при сварке стальных изделий толщиной до 5 мм и легкоплавких металлов, для которых не требуется накапливание большого количества тепла в месте сварки. Правый способ обеспечивает более глубокий провар, поэтому его применяют при сварке металла толщиной более 5 мм.
3. Выбор режима сварки. Режим газовой сварки определяется выбранным диаметром присадочного металла и мощностью газосварочного пламени. Диаметр присадочной проволоки (до 6...8 мм) зависит от способа сварки и толщины свариваемого металла.
Необходимую тепловую мощность пламени подбирают в зависимости от толщины свариваемого металла и способа сварки по эмпирической формуле
Va= kδ л/ч
, где k — коэффициент пропорциональности, который для малоуглеродистой стали составляет 100...120 при левом способе и 120...150 при правом способе сварки; δ— толщина металла, мм.
По выбранной мощности пламени подбирают соответствующий номер наконечника сварочной горелки.
Рис. II. 18. Основные способы газовой сварки.
Дата добавления: 2016-01-18; просмотров: 1405;