Сварка электронным лучом в вакууме
При электронно-лучевой сварке металл нагревают сфокусированным пучком электронов, ускоряемых электрическим полем высокого напряжения. При падении этого пучка на изделие около 99 % кинетической энергии электронов превращается в тепловую. Температура металла в месте нагрева фокусным пятном превышает 6000 °С.
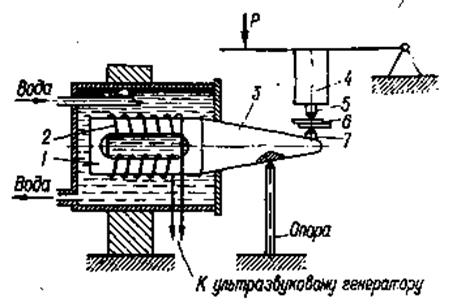
Рис. II. 20. Схема установки для точечной сварки ультразвуком.
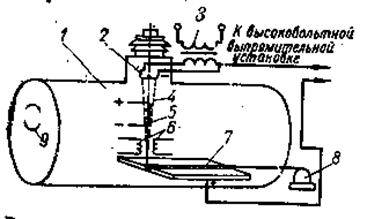
Рис. II. 21. Схема сварки электронным лучем.
Сварку выполняют в герметических камерах 1 (рис. II. 21), в которых поддерживают высокий вакуум порядка 133 × 10-4 — 133 × 10-6 Па или создают в них среду проточного инертного газа. Источником излучения электронов служит накаливаемый катод в виде вольфрамовой спирали 2, питаемый от низковольтного трансформатора 3. Для ускорения движения электронов от накаливаемого катода к аноду, которым является свариваемое изделие 7, подводится высокое напряжение (10...35 кВ), получаемое в специальных трансформаторах с выпрямительным устройством. При нагреве катода до температуры порядка 2400 °С и под действием ускоряющего электрического поля с поверхности горячего катода излучается мощный поток электронов 4. На пути к аноду он проходит через фокусирующую электронную линзу, представляющую собой электромагнитную катушку 5. Фокусировкой и изменением силы тока электронный луч может быть сфокусирован на площади 0,1...20 мм2. Отклоняющей системой, представляющей собой несколько электромагнитных катушек 6, фокусное пятно можно перемещать по поверхности в различных направлениях. Ему можно придавать также колебательные движения вдоль или поперек оси шва. Для перемещения луча по линии сварки передвигают свариваемое изделие внутри камеры с помощью электропривода 8, расположенного вне камеры. Наблюдают за сваркой через смотровое окно 9. Электронным лучом успешно сваривают низко- и высоколегированные стали, тугоплавкие (вольфрам, молибден, тантал и др.), активные (уран, цирконий, бериллий) и разнородные (алюминий с медью и пр.) металлы, а также различные сплавы. За один проход можно сваривать металл толщиной от 0,01 до 100 мм и более. Сварные соединения получаются высокого качества с зеркально гладкой поверхностью.
Дата добавления: 2016-01-18; просмотров: 1532;