Источники тока для дуговой сварки
1. Общие сведения. Для дуговой сварки применяют как постоянный, так и переменный ток. Источниками постоянного тока являются сварочные генераторы постоянного тока и сварочные выпрямители — селеновые, германиевые и кремниевые. Генераторы постоянного тока изготовляют стационарными и передвижными с приводом от электродвигателя и от двигателя внутреннего сгорания.
При сварке переменным током используют преимущественно сварочные трансформаторы, которые применяются значительно чаще, чем источники постоянного тока. Сварочные трансформаторы более просты в изготовлении и эксплуатации, имеют небольшую массу и меньшую стоимость, а также обладают более высоким КПД и более долговечны.
Источники постоянного тока для дуговой сварки изготовляют однопостовыми и многопостовыми, а источники переменного тока —только однопостовыми.
2. Основные требования, предъявляемые к источникам сварочного тока. Источники сварочного тока должны обеспечить легкое зажигание и устойчивое горение дуги, ограничивать ток короткого замыкания и быть безопасными в работе. В связи с тем что в момент зажигания дуги, когда электрод, свариваемое изделие и воздушный промежуток между ними еще недостаточно нагреты, для ионизации воздушного промежутка требуется большая кинетическая энергия электронов, а следовательно, и более высокое напряжение, чем при горении дуги. Величина напряжения, необходимого для зажигания дуги, называемого напряжением холостого хода источника сварочного тока должна быть не ниже 30...35 В для источников постоянного тока и не менее 50...55 В для источников переменного тока. Из соображений безопасности оно не должно превышать 80 В. Наиболее часто напряжение источников постоянного и переменного тока находится в пределах 60...80 В. Для устойчивого горения открытой дуги в большинстве случаев достаточно напряжения 18...30 В.
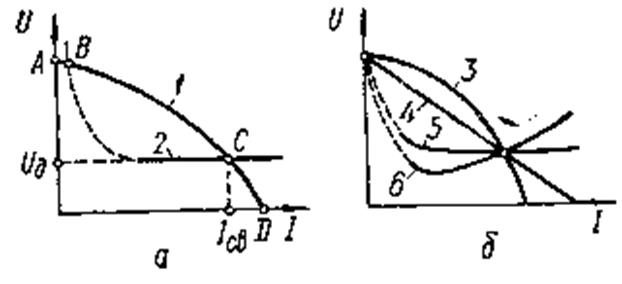
Рис. II. 3. Соотношения характеристик источника сварочного тока и сварочной дуги и виды внешних характеристик сварочного тока.
Во время коротких замыканий электрода с изделием, происходящих в моменты зажигания дуги и переноса электродных капель через дуговой промежуток (до 30...40 замыканий/с) при сварке плавящимся электродом, сопротивление сварочной цепи падает почти до нуля, а сварочный ток даже при незначительном напряжении сильно возрастает. Для ограничения тока короткого замыкания необходимо, чтобы с увеличением тока нагрузки напряжение на зажимах источника тока снижалось. Иначе говоря, нужно, чтобы источники тока имели так называемую падающую внешнюю характеристику 1 (рис. II.3). Внешней характеристикой называется зависимость между напряжением на зажимах источника тока и током нагрузки, выраженная графически. Падающая внешняя характеристика обеспечивает устойчивый режим горения дуги. Он определяется точкой С пересечения падающей внешней характеристики 1 источника сварочного тока и жесткой статической характеристики 2 дуги. При случайном увеличении тока против значения Iсв напряжение источника тока уменьшится (кривая 7), а это приведет к уменьшению тока до первоначального значения Iсв. С уменьшением тока против значения Iсв параметры тока и напряжения изменяются в противоположном направлении. Следовательно, для питания дуги с жесткой характеристикой необходимо, чтобы источники тока имели падающую (крутую 3 или пологую 4) внешнюю характеристику. Для питания дуги с возрастающей статической характеристикой более пригодны источники тока с жесткой 5 или возрастающей 6 внешней характеристикой.
Важное значение для источников тока имеет время восстановления напряжения от момента короткого замыкания, когда оно почти равно нулю, до значения 18...20 В, когда происходит зажигание дуги. Это время не должно превышать 0,05 с.
3. Сварочный трансформатор снижает высокое напряжение сети (220 или 380 В) до напряжения холостого хода трансформатора (60...80 В). Кроме этого, трансформатор создает на дуге падающую внешнюю характеристику. Для этого последовательно G дугой и вторичной обмоткой трансформатора включают так называемую дроссельную, т. е. реактивную, обмотку или используют трансформаторы с увеличением магнитных потоков рассеяния. Во время прохождения сварочного тока в витках дроссельной обмотки индуктируется ЭДС (электродвижущая сила) самоиндукции, имеющая направление, противоположное направлению основной ЭДС трансформатора. Поэтому напряжение, подведенное к дуге, снижается от значения холостого хода до 18...30 В во время горения дуги и почти до нуля при коротком замыкании.
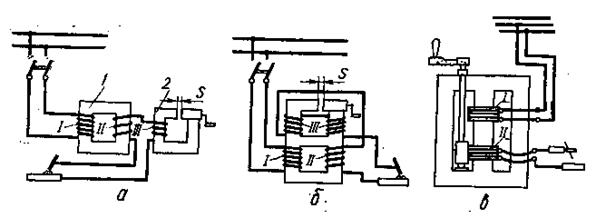
Рис. II. 4. Схема сварочных трансформаторов.
Применяют две схемы включения дроссельной обмотки с трансформаторными. В первой схеме (рис. II. 4, a) первичная 1 и вторичная II обмотки понижающего однофазного трансформатора размещены на железном сердечнике 1, а дроссельная обмотка III — на сердечнике 2 и представляют собой два отдельно выполненных аппарата. Во второй схеме включения (рис. II. 4, б) трансформаторные (I, II) и дроссельная (III) обмотки размещены на общем железном сердечнике и представляют собой один аппарат. Та часть сердечника, на которой размещены обмотки I и II,— это собственно трансформатор, а часть, где размещена обмотка III,— дроссель. Ток в трансформаторах этих двух типов регулируется изменением величины самоиндукции дросселя при увеличении или уменьшении воздушного зазора между подвижной и неподвижной частями его сердечника. С увеличением зазора самоиндукция дросселя, которая зависит от магнитного потока сердечника, уменьшается, а напряжение на дуге и, следовательно, сварочный ток увеличиваются. Уменьшение зазора обусловливает обратное явление.
В трансформаторах с увеличенным магнитным рассеянием используется свойство магнитных потоков, которые замыкаются через воздух, индуктировать в соответствующих обмотках ЭДС самоиндукции, которая, как и в трансформаторах первых двух типов, направлена против основной ЭДС трансформатора. Для этого первичную и вторичную обмотки помещают на разных стержнях сердечника трансформатора или на одном сердечнике (рис. II. 4, в), но с некоторым расстоянием между ними. При этом магнитные силовые линии рассеиваются и замыкаются через воздух только вокруг одной обмотки, не затрагивая другую. Ток в трансформаторах этого типа регулируют изменением расстояния между первичной I и вторичной II (рис. III. 4, в) обмотками при перемещении катушек вторичной обмотки. С увеличением расстояния между ними потоки рассеяния увеличиваются, а ток уменьшается, и наоборот. Для увеличения потоков рассеяния, а также для регулирования силы сварочного тока в некоторых конструкциях трансформаторов этого типа на пути потоков рассеяния устанавливают стальные шунты. Изменением их положения регулируют силу сварочного тока.
Для сварки трехфазной дугой используют специальные сварочные трансформаторы трехфазного тока.
4. Однопостовые сварочные генераторы постоянного тока имеют падающую внешнюю характеристику, которая создается непосредственно в самом генераторе. Эго достигается размагничиванием основного потока генератора магнитным потоком последовательной обмотки возбуждения или магнитным потоком обмоток якоря (реакцией якоря).
Генератор имеет обмотку, подключенную к главной щетке и вспомогательной щетке, и обмотку, которая подключается к главным щеткам. Напряжение между щетками при холостом ходе и всех режимах нагрузки остается постоянным. Поэтому постоянным является и магнитный поток Фп, создаваемый обмоткой, подключенной к этим щеткам (генератор с самовозбуждением). Во время холостого хода ЭДС генератора, а следовательно, и напряжение на главных щетках и на дуге будут зависеть только от потока параллельной обмотки. При горении дуги сварочный ток проходит через последовательную (сериесную) обмотку, включенную так, что ее магнитный поток Фс направлен против магнитного потока Фп. Поэтому ЭДС генератора, индуктируемая в обмотке якоря генератора результирующим магнитным потоком, также снизится, и это вызовет снижение напряжения на дуге. При коротком замыкании поток Ф0 будет почти равен потоку Фп. Поэтому результирующий магнитный поток, а следовательно, и напряжениё на главных щетках и на дуге также понизятся почти до нуля.
Сварочный ток в генераторах этого типа регулируется изменением тока возбуждения параллельной обмотки с помощью реостата или изменением числа витков параллельной и сериесной обмоток.
5. Многопостовые сварочные генераторы постоянного тока имеют последовательную и параллельную обмотки возбуждения, создающие магнитные потоки соответственно Ф0 и Фп одного направления. Поэтому внешняя характеристика у этих генераторов не падающая, а жесткая. Для создания падающей характеристики на дуге на каждом рабочем посту последовательно с дугой включают балластные реостаты 4. При замыкании сварочной цепи часть напряжения генератора теряется в балластном реостате согласно уравнению
Up=IR
где Up - потеря напряжения в реостате, В; R — сопротивление реостата, Ом.
При коротком замыкании потеря напряжения в балластном реостате почти равна напряжению на зажимах генератора, и поэтому напряжение на дуге падает почти до нуля. Балластным реостатом пользуются также для регулирования сварочного тока, а реостат 2 изменяет напряжение холостого хода генератора.
6. Сварочные выпрямители состоят из полупроводниковых элементов-вентилей. Полупроводниковый вентиль хорошо проводит ток только в одном направлении. Для сварочных выпрямителей в основном используют селеновые вентили на алюминиевой основе. В настоящее время разработаны и выпускаются германиевые и кремниевые выпрямители, которые лучше селеновых по техническим данным.
Выпрямительные установки состоят из трансформатора и полупроводникового выпрямителя. Все выпрямители имеют высокий КПД, небольшие размеры, легки и сравнительно дешевы; дают возможность плавно регулировать ток и обеспечивают устойчивое горение дуги. Подобно сварочным генераторам они могут быть однопостовыми и многопостовыми и иметь падающую, пологую или жесткую внешнюю характеристики. Для создания падающей характеристики используются сварочные трансформаторы с увеличенным магнитным рассеянием или для этой цели служит дроссель. Для ручной сварки применяют выпрямители с падающей внешней характеристикой, для полуавтоматической в углекислом газе — выпрямители с жесткой или пологопадающей характеристикой.
Дата добавления: 2016-01-18; просмотров: 2552;