Рабочие приспособления для токарной обработки.
Характер базирования и закрепления заготовки в рабочих приспособлениях токарных станков зависит от типа станка, вида обрабатываемой поверхности, типа заготовки (вал, диск, кольцо, некруглый стержень и др.), отношения длины заготовки к ее диаметру, требуемой точности обработки и т.д.
При обработке круглых стержней на универсальных токарных станках чаще всего применяется трех- или шестикулачковый самоцентрирующий патрон (рисунок 2.9, а). Патрон состоит из корпуса 1, в радиальных пазах которого перемещаются кулачки 3. В корпусе патрона размещена коническая зубчатая передача, на торце одного из конических колес выполнена канавка в виде спирали Архимеда. Кулачки также имеют выступы в виде спирали Архимеда. При вращении шестерни кулачки одновременно перемещаются к центру или от центра патрона, что обеспечивает центрирование заготовки 2 относительно оси вращения патрона. При необходимости установки заготовки эксцентрично относительно оси её вращения применяют четырехкулачковый патрон, в котором каждый кулачок перемещается независимо от остальных. При отношении длины заготовки к ее диаметру 4...10 консольное закрепление заготовки (только в патроне) неприменимо – необходима поддержка второго ее конца. В торце заготовки предварительно просверливают (специальным центровочным сверлом) коническое отверстие, в которое вставляют задний центр. Центры выполняют с неподвижной или подвижной конусной частью (рисунок 2.9, б). Конусная часть неподвижного центра выполняется из легированных сталей или в виде вставки из твердого сплава. Центры с подвижной конусной частью применяют при точении с большими толщинами срезаемого слоя или при больших скоростях резания.
При обработке торца заготовки, установленной в центрах, применяют срезанный центр (рисунок 2.9, в). При обточке конических поверхностей методом смещения задней бабки заготовку устанавливают в шариковом центре (рисунок 2.9, г). При обработке некрупных заготовок последнюю устанавливают в обратных центрах (рисунок 2.9, д). Часто заготовку базируют в двух центрах. В этом случае заготовку приводят во вращение хомутиком (рисунок 2.9, е). Хомутик надевают на заготовку, а его загнутый конец упирают в кулачок токарного патрона. При установке переднего центра в токарном патроне коническую часть центра перед обработкой обязательно протачивают.
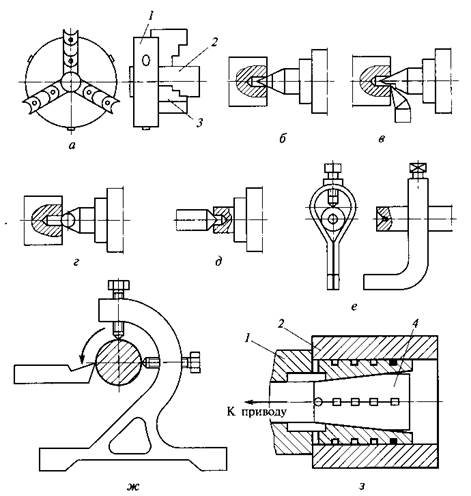
а – трехкулачковый патрон; б – неподвижный центр; в – срезанный центр;
г – шариковый центр; д – обратный центр; е – хомутик; ж – неподвижный люнет; з – цанговый патрон; 1 – корпус; 2 – заготовка; 3 – кулачки; 4 – конус
Рисунок 2.9 Рабочие приспособления, применяемые в токарных станках
При отношении длины заготовки к ее диаметру больше 10 заготовке необходима третья опора, в качестве которой применяют подвижные или неподвижные люнеты. Неподвижный люнет (рисунок 2.9, ж) устанавливают на станине, подвижный – на продольных салазках суппорта. Для обработки заготовок
на станках с полуавтоматическим или автоматическим циклом применяют цанговые патроны. На рисунке 2.9, з показан цанговый патрон для базирования и закрепления заготовки по отверстию. Заготовка 2 устанавливается на корпусе 1, имеющем упругие лепестки с внутренним конусом. При осевом перемещении конуса 4 лепестки зажимают заготовку. Привод патрона может быть механическим (винтовой или пружинный), гидравлическим или пневматическим. Для базирования и закрепления нежестких втулок по отверстию применяют патроны, различные оправки (цилиндрические с запрессовкой заготовки, конические, упругие оправки с гидропластмассой, тарельчатыми пружинами, гофрированными втулками).
На рисунке 2.10 схематично показано устройство токарно-винторезного станка
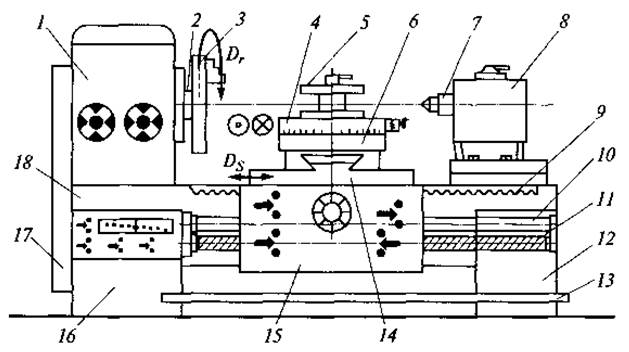
1 – передняя бабка; 2– шпиндель; 3– трехкулачковый патрон; 4– поворотные салазки; 5 – резцедержатель; 6– поперечные салазки; 7 – пиноль;8– задняя бабка; 9– рейка; 10– ходовой вал; 11– ходовой винт; 12– задняя тумба; 13– поддон;
14– продольные салазки; 15– фартук; 16– передняя тумба; 17– гитара подач;
18– станина; Dr – движение резания; Ds– движение подачи
Рисунок 2.10 Универсальный токарно-винторезный станок
39 Лекция 11
Дата добавления: 2015-11-26; просмотров: 2208;