Элементы и геометрия режущего инструмента.
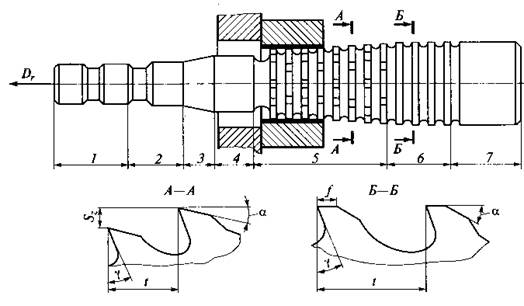 Круглая протяжка(рисунок 2.16) разбита на следующие элементы. Замковая часть 1(хвостовик) служит для закрепления протяжки в патроне тягового устройства станка. Шейка 2 – соединительная поверхность. Направляющий конус 3 и передняя направляющая часть 4 служат для центрирования заготовки в начале резания. Режущая часть 5 служит для срезания основной доли припуска и состоит из режущих зубьев, высота или ширина которых увеличиваются на высоту срезаемого слоя.
Круглая протяжка(рисунок 2.16) разбита на следующие элементы. Замковая часть 1(хвостовик) служит для закрепления протяжки в патроне тягового устройства станка. Шейка 2 – соединительная поверхность. Направляющий конус 3 и передняя направляющая часть 4 служат для центрирования заготовки в начале резания. Режущая часть 5 служит для срезания основной доли припуска и состоит из режущих зубьев, высота или ширина которых увеличиваются на высоту срезаемого слоя.
1 – замковая часть; 2– шейка; 3– направляющий конус; 4, 7– передняя и задняя направляющие части соответственно; 5 – режущая часть (режущие зубья);
6– калибрующая часть (калибрующие или чистовые зубья); Dr – движение резания; Sz – подъем на зуб; f – ленточка; t – шаг между зубьями; α, γ– главные задний и передний углы соответственно
Рисунок 2.16 Круглая протяжка
Для облегчения образования стружки на режущих зубьях в шахматном порядке выполняются стружколомные канавки. Калибрующая часть 6предназначена для придания обработанной поверхности окончательной формы, необходимой точности и шероховатости. Она состоит из калибрующих зубьев, форма и размеры которых соответствуют форме и размерам обработанной поверхности. Задняя направляющая часть 7 необходима для поддержки протяжки при выходе ее из обработанного отверстия.
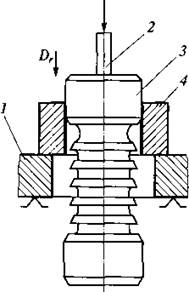
Прошивка 3 (рисунок 2.17) проталкивается в отверстие заготовки 4 поршнем 2 пресса. Заготовка устанавливается на стол 1 пресса. Так как прошивка работает на сжатие, ее длина ограничена (длина прошивки должна быть не более 15 ее диаметров). Поэтому прошивки обычно применяются для получистовой правки цилиндрических отверстий.
 Черновые и чистовые зубья протяжек имеют различную геометрию. Черновые зубья (см. рисунок 2.16, сечение А—А) выполняются острозаточе-нными. Задний угол α для внутренних протяжек равен 3°, для наружных протяжек – 3...8°. Передний угол γ выбирается в зависимости от свойств обрабатываемого материала и принимается в пределах 10...20°. Шаг между зубьями tвыбирается из требования одновременности работы не менее трех зубьев. Подъем на зуб принимается 0,06...0,3 мм/зуб.
Черновые и чистовые зубья протяжек имеют различную геометрию. Черновые зубья (см. рисунок 2.16, сечение А—А) выполняются острозаточе-нными. Задний угол α для внутренних протяжек равен 3°, для наружных протяжек – 3...8°. Передний угол γ выбирается в зависимости от свойств обрабатываемого материала и принимается в пределах 10...20°. Шаг между зубьями tвыбирается из требования одновременности работы не менее трех зубьев. Подъем на зуб принимается 0,06...0,3 мм/зуб.
Чистовые зубья (см. рисунок 2.16, сечение Б—Б) выполняются с ленточкой f, равной 0,02...0,3мм. Задний угол α для внутренних протяжек равен 1°, для наружных – 1...2°. Передний угол γ выбирается в зависимости от свойств обрабатываемого материала и принимается 0...15°.
Нулевой передний угол обычно назначается для профильных протяжек, что позволяет не потерять геометрическую точность зубьев при переточках.
|
При протягивании фасонных внутренних
поверхностей в заготовке сверлится отверстие.
Затем производится протягивание до получения
необходимого профиля. При этом применяются
несколько схем срезания припуска: по профильной,
генераторной и групповой схемам.
2.5.3 Особенности процесса протягивания.Каждый зуб протяжки работает как строгальный резец. Малая высота зубьев и высокая жесткость протяжки в диаметральной плоскости позволяют назначать достаточно высокие режимы резания. Учитывая, что за один рабочий ход генерируется весь профиль обработанной поверхности, протягивание является высокопроизводительным процессом, но имеет свои особенности в части удаления срезаемой стружки.
Во избежание поломки инструмента необходимо учитывать удельную силу резания, не назначать высоких скоростей резания, правильно выбирать конструкцию протяжек и стружколомных канавок.
Дата добавления: 2015-11-26; просмотров: 1663;