Классификация и геометрия инструмента для сверления.
 Сверло́– режущий инструмент, с вращательным движением резания и осевым движением подачи, предназначенный для выполнения отверстий в сплошном слое материала. Свёрла могут также применяться для рассвер-ливания, то есть увеличения уже имеющихся, предвари-тельно просверленных отверс-тий, и засверливания то есть получения несквозных углубле-ний.
Сверло́– режущий инструмент, с вращательным движением резания и осевым движением подачи, предназначенный для выполнения отверстий в сплошном слое материала. Свёрла могут также применяться для рассвер-ливания, то есть увеличения уже имеющихся, предвари-тельно просверленных отверс-тий, и засверливания то есть получения несквозных углубле-ний.
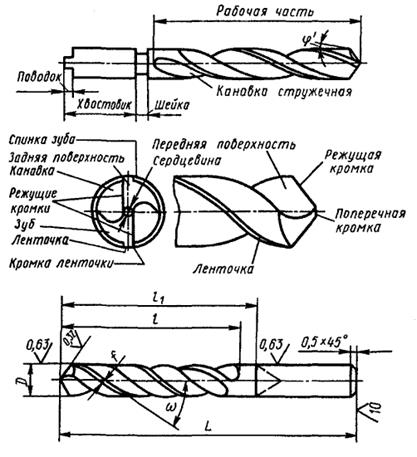
Сверла по металлу относятся к группе осевых инструментов и предназна-чены для обработки отверстий. Существует несколько типов конструкций сверл: спираль-ные, перовые, кольцевые– в зависимости от конструкции рабочей части. Сверла с цилиндрическим хвостовиком относятся к типу спиральных сверл. Их основные конструк-тивные элементы можно увидеть на рисунке 2.21:
Рисунок 2.21 Сверло
Спиральное сверло имеет рабочую часть и хвостовик, который служит для закрепления сверла в рабочем приспособлении станка и выполняется цилиндрическим или коническим.
Конический хвостовик снабжен лапкой (поводком), предохраняющей его при выбивании сверла из шпинделя станка. Рабочая часть сверла выполняется из инструментальной стали или с напаянными пластинками твердого сплава. Она осуществляет процесс резания, формирует поверхность обрабатываемого отверстия, отводит стружку из зоны резания и направляет сверло при обработке. Рабочая часть состоит из режущей кромки и направляющей части. Направляющая часть имеет две винтовые канавки, необходимые для отвода стружки из зоны резания, и две ленточки, необходимые для направления сверла. Режущая часть имеет две главные режущие кромки, образованные передними и главными задними поверхностями. Главные режущие кромки соединяются под углом 2φ поперечной кромкой. От значения угла 2φ зависят толщина и ширина срезаемого слоя, соотношение между радиальной и осевой составляющих силы резания и температура в зоне резания. С увеличением угла 2φ возрастает осевая Рх и уменьшается радиальная Ру составляющие силы резания. Ширина срезаемого слоя при этом уменьшается, температура в зоне резания повышается.
Геометрия режущей кромки характеризуется передним (γ) и задним углами (α) резания. Передний угол γ измеряют в главной секущей плоскости, проходящей перпендикулярно главной режущей кромке. Задний угол α измеряют в плоскости, проходящей через точку главной режущей кромки параллельно оси сверла. Значения этих углов изменяются от центра сверла к его периферии.
Ленточка служит для центрирования сверла по обработанной поверхности отверстия и обеспечивает возможность многократной переточки сверла. Ширина ленточек промышленных сверл 0,2...3мм. По ленточке сверло имеет обратную конусность 0,03... 0,12 мм на 100 мм длины.
Наиболее напряженными участками сверла являются точки перехода главной режущей кромки в ленточку. В этих точках скорость резания и температура максимальны. Для улучшения теплоотвода, и соответственно, повышения стойкости сверла, применяют двухконусную заточку сверл диаметром более 10мм. На периферии сверла формируют переходные режущие кромки под углом 2φ, равным 70...75°.
Сверла спиральные с цилиндрическим хвостовиком разделяются на следующие серии:
· Короткая – ГОСТ 4010-77; диаметром D = 0,3 - 20 мм, общей длиной L = 20 - 131мм
· Средняя – ГОСТ 10902-77; диаметром D = 0,3 - 20 мм, общей длиной L = 19 - 205мм
· Длинная – ГОСТ 886-77; диаметром D = 1 - 20 мм, общей длиной L = 56 - 254мм
Свёрла в зависимости от свойств обрабатываемого материала изготавливаются нужных типоразмеров из следующих материалов:
· Углеродистые стали (У8, У9, У10, У12 и др.): Сверление и рассверливание дерева, пластмасс, мягких металлов.
· Низколегированные стали (Х, В1, 9ХС, 9ХВГ и др.): Сверление и рассверли-вание дерева, пластмасс, мягких металлов. Повышенная по сравнению с углеро-дистыми теплостойкость (до 250°C) и скорость резания.
· Быстрорежущие стали (Р9, Р18, Р6М5, Р9К5 и др.): Сверление всех конструкци-онных материалов в незакалённом состоянии. Теплостойкость до 650О C.
· Свёрла, оснащенные твёрдым сплавом, (ВК3, ВК8, Т5К10, Т15К6 и др.): Сверление на повышенных скоростях незакалённых сталей и цветных металлов. Теплостойкость до 950°C. Могут быть цельными, с напайными пластинами, либо со сменными пластинами (крепятся винтами)
· Свёрла, оснащённые боразоном: Сверление закалённых сталей и белого чугуна, стекла, керамики, цветных металлов.
· Свёрла, оснащённые алмазом: Сверление твёрдых материалов, стекла, керамики, камней.
Некоторые виды сверл представлены на рисунке 2.22:
 Сверла:
Сверла:
 A –по металлу; B –по дереву; C –по бетону;
A –по металлу; B –по дереву; C –по бетону;
D –перовое сверло по дереву;
E –универсальное сверло по металлу или бетону;
F –по листовому металлу;
G –универсальное сверло по металлу, дереву или пластику;
Н –центровочное
Хвостовики: 1, 2 –цилиндрический;
3 –SDS-plus;
4 –шестигранник;
5 –четырёхгранник;
6 –трёхгранник;
7 – для шуруповёртов.
|
Рисунок 2.22 Сверла
Дата добавления: 2015-11-26; просмотров: 4106;