Восстановление методом ремонтных размеров
При восстановлении работоспособности сопряжений и посадок бывает целесообразно изменить первоначальные размеры деталей. Это метод ремонтных размеров
При восстановлении посадки с изменением первоначальных размеров основную, наиболее ценную деталь сопряжения обрабатывают до выведения следов износа и получения правильной геометрической формы. Вторую, сопрягаемую с ней, более простую деталь изготовляют заново или наращивают и при обработке подгоняют к размеру первой детали до получения необходимой посадки.
На ремонтных чертежах деталей указывают категорийные ремонтные размеры.
Обработку деталей на постоянные ремонтные размеры и установку их в основном выполняют при капитальном ремонте и частично при среднем ремонте дизелей.
Способ постановки дополнительных ремонтных деталей.
Способ дополнительных ремонтных деталей (ДРД) применяют для восстановления резьбовых и гладких отверстий в корпусных деталях, шеек валов и осей, зубчатых зацеплений и изношенных плоскостей.
Наплавка
Наплавка по сравнению с другими способами восстановления дает возмож-ность получать на поверхности деталей слой необходимой толщины и нужного химического состава, высокой твердости и износостойкости.
Наплавка под слоем флюса получила наибольшее распространение При такой наплавке в зону горения дуги подают сыпучий флюс, состоящий из отдельных мелких крупиц (зерен). Под воздействием высокой температуры часть флюса плавится, образуя вокруг дуги эластичную оболочку, которая надежно защищает расплавленный металл от действия кислорода и азота. Наплавка эффективна в тех случаях, и когда нужно наплавить слой толщиной более 3 мм. Для наплавки низкоуглеродистых и низколегированных сталей используют проволоку из низкоуглеродистых (Св-08, Св-08А), Стали с большим содержанием углерода наплавляют проволокой Нп-65Г, Нп-80, Нп-ЗОХГСА.
Флюсы подразделяют на плавленые, керамические и флюсы-смеси АН-348А, АН-60, ОСУ-45, АН-20, АН-28. Наплавку под флюсом применяют при восстановлении шеек коленчатых валов двигателей, шлицевых поверхностей на различных валах, полуосей и других деталей.
Наплавка в среде углекислого газа.Этот способ в значительной степени отличается от других способов восстановления деталей — не нужно ни флюсов, ни электродных покрытий. Дуга между электродом и наплавляемым изделием горит в струе газа, вытесняющего воздух из плавильного пространства и защищающего расплавленный металл от воздействия кислорода и азота.
При наплавке используют материалы: электродную проволоку Св-12ГС, Св-0,8ГС, Св-18ХМА, Нп-3ОХГСА; порошковую проволоку ПП-Р18Т, ПП-Р19Т, ПП-4Х28Г и др.
Вибродуговая наплавка — разновидность дуговой наплавки металлическим электродом. Процесс наплавки осуществляется при вибрации электрода с подачей охлаждающей жидкости на наплавленную поверхность. Под действием вибратора мундштук вместе с проволокой вибрирует с частотой .110 Гц и амплитудой колебания до 4 мм. Охлаждающая жидкость - 4…6 %-ный раствор кальцинированной соды в воде защищает металл от окисления.
К числу недостатков следует отнести снижение сопротивления усталости деталей после наплавки на 30... 40%.
Плазменная наплавка — эффективный способ нанесения износостойких металлических покрытий или твердых сплавов на изношенные поверхности деталей при их восстановлении. В качестве источника теплоты при плазменной наплавке используют струю плазмы. Применяют низкотемпературную плазму с температурой 10000...300000С. Плазменную струю получают в специальных устройствах, которые называют плазмотронами.
 Контактная приварка ленты и проволоки. Суть процесса восстановления контактной приваркой состоит в приваривании мощными импульсами тока к поверхности деталей стальной ленты, порошка или проволоки. Для уменьшения нагрева детали и улучшения закалки, привариваемого слоя в зону сварки подают охлаждающую жидкость.
Контактная приварка ленты и проволоки. Суть процесса восстановления контактной приваркой состоит в приваривании мощными импульсами тока к поверхности деталей стальной ленты, порошка или проволоки. Для уменьшения нагрева детали и улучшения закалки, привариваемого слоя в зону сварки подают охлаждающую жидкость.
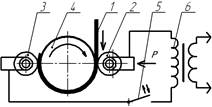
На рисунке показана схема приварки металлической ленты (проволоки) к поверхности вала. К валу 4 приваривается лента 1, которая поджимается к валу прижимными роликами 2 и 3 силой Р. Через трансформатор 6 сварочный ток периодически через прерыватель поступает в зону контакта ленты и вала. В моменты поступления тока происходит короткое замыкание между валом и лентой и происходит сварка Способ восстановления деталей контактным электроимпульсным покрытием широко применяют для восстановления посадочных мест под подшипники в корпусных деталях и валах, а также резьбовых частей валов. Для восстановления и упрочнения деталей перспективной является приварка к изношенным поверхностям порошковых твердых сплавов.
Вопросы для самоконтроля
1. Сущность метода ремонтных размеров.
2. Область применения метода постановки дополнительных деталей
3. Применение сварки и наплавки в судоремонте.
4. Область применения основных методов наплавки.
Рекомендуемая литература: [1], [ 2 ], [4 ], [ 6 ], [ 8 ].
Дата добавления: 2015-12-16; просмотров: 2180;