Гальванические покрытия
Гальванические и химические покрытия наносят для компенсации износа поверхности детали, а также как антикоррозионные или декоративные покрытия.
Покрытия получают из электролитов, в качестве которых служат водные растворы солей тех металлов, которые необходимо нанести на детали. Катодом при этом служит деталь, а анодом — металлическая пластина. При прохождении тока через электролит на катоде (детали) будет осаждаться металл, а анод будет растворяться.
На стальные детали и детали, изготовленные из других материалов, покрытия разного состава и свойств получают нанесением электролитического осадка. Эти покрытия наряду с наращиванием поверхностей обеспечивают: высокую поверхностную твердость без последующей термической обработки, однородность свойств поверхностного слоя деталей, лучшую их прирабатываемость за счет пористости поверхности и малой ее шероховатости при смазке, а также возможность эксплуатации трущихся деталей при малых количествах смазочных материалов. Электролитические покрытия применяют для повышeния коррозионной стойкости деталей, улучшения их антифрикционных свойств и для декоративных целей.
В судоремонте применяют чаще электролитическое хромирование и осталивание (железнение). Могут быть применены также химическое никелирование, покрытие с применением различных сплавов и твердое анодирование (только для упрочнения поверхности).
Хромирование. Хромирование используют для увеличения износостойкости, твердости, химической стойкости и прирабатываемости, обеспечения трения со смазочным материалом, восстановления размеров изношенных деталей, а также для декоративных целей.
Хромирование подразделяют на коррозионно-стойкое, износоустойчивое, пористое и декоративное. Хромируют валы, плунжеры, цилиндры, поршни, мерительный инструмент и многие другие.
Хромирование — широко применяют в ремонтной практике, так как по твердости хромовое покрытие превосходит другие; осадок имеет высокую износостойкость при истирании устойчив в отношении химических воздействий и влияний высоких температур.
Для того чтобы получить правильную геометрическую форму, изношенные поверхности шлифуют. Затем детали обезжиривают. Поверхности, не подлежащие хромированию изолируют. Хромовое покрытие получается высокой твердости и износостойкости, которая в 2-З раза превышает износостойкость закаленной стали 45.
К числу недостатков хромирования следует отнести: сравнительно низкую производительность процесса, невозможность восстановления сильно изношенных деталей, так как хромовые покрытия толщиной более 0,3...0,4 мм имеют пониженные механические свойства; относительно высокую стоимость процесса хромирования.
Железнение (осталивание) При железнении слой осевшего металла (железа) на деталь можно доводить на 3…4 мм. Путем осталивания можно наращивать детали стальные, чугунные, а также из медных сплавов. Электролитическим хромированием и осталиванием восстанавливают поршневые пальцы, шейки валов, посадочные места подшипников качения и т. д.
Цинкование. Покрытия применяют для защиты изделий из черных металлов (листов труб, проволоки, деталей оборудования, приборов, крепежных изделий) от коррозии. В ремонтном производстве цинковые покрытия используют для защиты от коррозии крепежных деталей.
Покрытия характеризуются повышенной пластичностью, прочным сцеплением с основным металлом и могут выдержать различную механическую обработку.
Электролитическое никелирование в ряде случаев может успешно заменить хромирование при ремонте. Никелевые покрытия имеют достаточно высокую износостойкость.
Меднение при ремонте служит в качестве подслоя при защитно-декоративном никелировании и хромировании.
Вопросы для самоконтроля
1. Рассказать сущность дуговой и высокочастотной металлизации.
2. Описать процессы протекающие при гальванизации.
3. Перечислить преимущества и недостатки процесса хромирования.
4. Область применения железнения и цинкования.
Рекомендуемая литература: [ 1 ], [ 2 ], [ 4 ], [ 13 ], [14 ].
ЛекцияВОССТАНОВЛЕНИЕ МЕТОДАМИ
ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ
Цель лекции – Изучить методы пластической деформации, применяемые при ремонте, их область применения.
Ключевые слова - Пластическая деформация, правка, наклеп, электромеханическая обработка,
Сущность процессов заключается в перемещении металла из неответственных поверхностей на изношенные или дефектные участки рабочих поверхностей. Для облегчения пластического деформирования деталь иногда предварительно нагревают (горячая правка).
При использовании метода пластического деформирования выполняют следующие основные операции.
Правкой устраняют остаточные деформации типа изгиба, скручивания, коробления. Холодная правка не всегда дает устойчивые результаты, так как в металле в результате наклепа могут возникнуть внутренние напряжения, накладывающиеся на остаточные напряжения, которые сохранились в детали.
Эти явления устраняются в процессе горячей правки, при которой участки, подвергаемые исправлению, нагревают до температуры 600…900оС.
Детали правят с помощью прессов и домкратов. Хорошие результаты дает правка деталей (например, коленчатых валов или рессор) местным наклепом. Точность правки наклепом — 0,02 мм на 1 м длины вала.
Правку деталей широко применяют на судоремонтных предприятиях. Валы правят в холодном состоянии с помощью домкрата в такой последовательности: круговой нагрев с последующим поджатием домкратом, местный нагрев с последующим отжигом. Правку ведут на токарных станках или в специальных приспособлениях.
Осадкой (рис. 8.1, а) увеличивают точность диаметра деталей типа пальцев и втулок из цветных металлов за счет некоторого уменьшения их длины. Этим способом можно уменьшить длину деталей до 15 %, однако ответственные детали не уменьшают больше чем на 4…8 %.
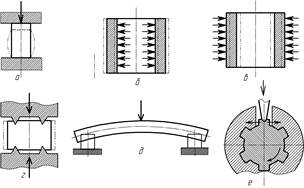 Рис.1.Схемы восстановления пластической деформацией
Рис.1.Схемы восстановления пластической деформацией
а – осадка. б – раздача. в – обжатие. г – вдав-ливание. д – правка. е - вдавливание шлицев.
Раздачей (рис. б) увеличивают наруж-ный диаметр деталей типа пустотелых валов и втулок при незначительном изменении их длины. В отверстие детали проталкивают шарик или пуансон с большим, чем у отверстия детали, диаметром. Твердость пуансонов из стали ХВГ в пределах 63…65 HRCэ.
Таким способом можно восстанавливать поршневые пальцы, втулки, пустотелые валы, оси, детали черпаковой цепи дноуглубительных снарядов.
Способ обжатия (рис. в) деталей применяют главным образом для восста-новления внутреннего размера деталей типа втулок из цветных сплавов: бронзы, латуни, сплавов алюминия. Путем обжатия могут быть восстановлены изношенные втулки поршневой головки шатуна, распределительного вала, подшипники насосов и других вспомогательных механизмов. Втулку проталкивают пуансоном через установленную в подставке матрицу.
Вытяжкой увеличивают длину деталей за счет местного уменьшения их поперечного сечения, например, удлиняют на небольшую величину тяги. При вытяжке направление деформации перпендикулярно направлению действия внешней силы.
Вдавливанием (рис. г,е) увеличивают наружные размеры детали за счет ее деформации на ограниченном участке. Этим способом восстанавливают работоспособность шлицевых поверхностей деталей типа валов. Шлицы прокатывают по направлению их продольной оси заостренным роликом, который внедряется в металл и как бы разводит шлиц на 1,5…2,0 мм в сторону. Инструментом служат ролики диаметром 60 мм с радиусом заострения около 0,4 мм.
Накатка основана на вытеснении рабочим инструментом (шариками или роликами) материала с отдельных участков изношенной поверхности детали и позволяет увеличивать диаметр накатываемых деталей на 0,3…0,4 мм. Накатке подвергают детали без термической обработки. Ее износостойкость близка к износостойкости поверхности новой детали, а усталостная прочность повышается в связи с некоторым наклепом обработанной поверхности. Лучшее качество дает косая накатка.
Электромеханическая обработка (электромеханическое высаживание и выглаживание) деталей — один из способов восстановления деталей пластической деформацией, состоящий в искусственном нагреве металла электрическим током в зоне деформации.
Обработка ведется на токарном станке. В зоне резания металл нагревается до 800…830°С. Такой нагрев повышает пластические свойства металла и облегчает резание. Схема электромеханической обработки приведена на рис. 2.
При нагреве используют трансформатор, со вторичной обмотки которого можно получить ток 1000 А при напряжении 0,2…2 В.
Процесс состоит из двух операций: высадки металла и сглаживания выступов до необходимого размера.
| Рис. 2. Схема электромеханической высадки и сглаживания деталей при ремонте неподвижных сопряжений. 1-деталь; 2- высаживающая пластина; 3- выглаживающая пластина; 4-3-х кулачковый патрон станка; 5-задний центр; Do - диаметр изношенной детали; D1 - диаметр детали после высадки; D2 — диаметр детали после сглаживания |
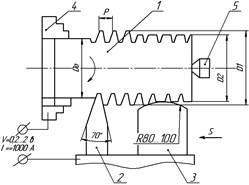
Металл высаживают твердосплавной пластинкой с углом в плане, равным 70°. Подача S=P должна быть в 3 раза больше контактной поверхности пластинки. Сглаживание выступов выполняют закругленной пластинкой. После обработки D2 > Do. При этом способе увеличивается твердость контактной поверхности и повышается износостойкость восстановленных сопряжений.
Этот способ дает возможность обрабатывать закаленные детали и детали, наплавленные твердыми сплавами. Электромеханическое сглаживание может во многих случаях заменить шлифование.
Вопросы для самоконтроля
- В чем сущность восстановления пластической деформацией.
- Технология правки валов и стержней.
- Когда применяются раздача, обжатие и вдавливание.
- Преимущества электромеханической обработки.
Рекомендуемая литература: [ 1 ], [ 2 ], [ 13 ].
ЛекцияТЕРМИЧЕСКАЯ И ХИМИКО-ТЕРМИЧЕСКАЯ
ОБРАБОТКА ПРИ РЕМОНТЕ
Цель лекции – Изучить методы изменения физико-химических свойств поверхностей деталей термическими и химико-термическими способами.
Ключевые слова - термообработка,отжиг, нормализация, закалка, отжиг, цементация.
Дата добавления: 2015-12-16; просмотров: 2056;