Особенности переработки винилхлоридных полимеров.
Простейший процесс переработки таких термопластов, как полиэтилен, полипропилен и полистирол, поступающих в виде гранулята, состоит из стадий нагрева, формования и охлаждения. Для полимеров винилхлорида процесс усложняется тем, что они никогда не перерабатываются в чистом виде. Добавки в ПВХ различных ингредиентов требуют введения перед формованием стадии смешения, а дальнейшая переработка пластизолей, при которой формованиепредшествуетжелатинизации, превратилась в особый специализированный процесс. Из-за высокой вязкости расплава и небольшой термостойкости жесткий ПВХ часто перерабатывают при температурах, граничащих с температурой его разложения. Поэтому почти весь ПВХ смешивается и перерабатывается самим потребителем.
Существенная особенность организации производства изделий из винилхлоридных полимеров объясняется также и многообразием методов их переработки. Пленочные изделия из винипласта получают каландрованием провальцованной или гомогенизированной в двухшнековом экструдере массы. Мелкие изделия прессуют из таблетированного винипласта, предварительно прогретого до 190оС, в горячей прессформе (120оС) или из холодной порошкообразной смеси в прессе с температурой 170-180оС. Экструзией получают профильно-погонажные изделия, включая пленки, литьем под давлением – разнообразные мелкие изделия любого профиля, вакуумформованием из листов – крупные изделия различной конфигурации. Большие возможности модификаци полимеров и сополимеров винилхлорида путем комбинирования пластификаторов и наполнителей, введения стабилизаторов и других добавок обусловили необходимость переноса процесса смешения в сферу перерабатывающей промышленности. В этом отношении процессы переработки ПВХ близки к технологии эластомерных материалов, за исключением необходимости вулканизации изделий.
Выбор полимера обусловлен, как правило, предполагаемым методом переработки и уровнем предъявляемых к изделию свойств. При этом определяющими факторами являются тип полимера, его ММ, размеры и морфология частиц порошка. Для пластмасс, перерабатываемых перечисленными выше методами, применяют суспензионный или блочный ПВХ, но в отдельных случаях используют и эмульсионный полимер. Чем выше ММ полимера, тем выше уровень его физико-механических свойств, но сложнее его переработка. Морфология частиц порошка имеет большое значение для переработки пластмасс, содержащих пластификаторы. Для получения пластмасс высокого качества желательно применение пористого ПВХ с морфологически однородными зернами. Пластизоли получают на основе эмульсионного или микросуспензионного гомо- или сополимера винилхлорида с молекулярной массой 150-180 тыс. Для облегчения переработки жесткого ПВХ к нему добавляют от 10 до 15% сополимера винилхлорида с винилацетатом, пропиленом или акриловым мономером, пригодного и для самостоятельного применения.
Пластификаторы вводят для облегчения перерабатываемости ПВХ, получения мягких материалов и обеспечения высокого уровня свойств при низких температурах, придания ряда специальных свойств и снижения стоимости. Стойкость пластмасс к экстрагирующим средам повышают введением полимерных или способных к полимеризации пластификаторов, а стойкость к деструкции при переработке, действию света и термоокислению - термостабилизаторов, светостабилизаторов и антиоксидантов. Введение в ПВХ наполнителей обусловлено стремлением к снижению стоимости материала, приданию ему непрозрачности, повышению его светостойкости, твердости, электрического сопротивления и других свойств. Для окрашивания прозрачных пластмасс применяют иногда растворимые в полимере органические красители, но чаще - органические и минеральные пигменты, дисперсность которых определяет равномерность окраски. Модификаторы (сополимеры акрилонитрила с бутадиеном и стиролом, хлорированный полиэтилен и каучуки) в количестве 10-15% добавляют к ПВХ для улучшения его перерабатываемости и повышения ударной вязкости. Необходимым компонентом ПВХ являются смазки: внешние (парафины, воска, низкомолекулярный полиэтилен), внутренние (моноэфиры глицерина, стеараты металлов и другие мыла) и их комбинации. Для защиты пластмасс от бактерий и грибков вводят 0,1-5% фунгицидов, для придания негорючести - 1-3% антипиренов, для снятия статического электричества - 0,5-1,5% антистатиков, а для улучшения внешнего вида прозрачных пластмасс - осветлители. Таким образом, поливинилхлоридные пластмассы являются одной из наиболее сложных групп многокомпонентных систем с разнообразными видами взаимодействий между ингредиентами.
Приготовление композиций ПВХ начинается с предварительногосмешения компонентов и гомогенизации смеси в червячно-лопастных, плунжерных, ленточных, смесительных бегунах и других механических смесителях периодического действия с целью приведения в мелкодисперсное состояние. Смешение ПВХ с жидкими пластификаторами и другими ингредиентами проводят часто в двухстадийном смесителе с лопастными роторами, который состоит из двух соединенных между собой резервуаров, расположенных на разной высоте. Из верхнего обогреваемого резервуара композиция самотеком переводится в нижний резервуар, охлаждаемый проточной водой. Планетарный турбосмеситель для сыпучих материалов (рис.2.55) представляет собой цилиндрический резервуар 1, внутри которого по круговой траектории от привода 5 движется вращающийся ротор 2, укрепленный на планетарной кулисе 3. На другом конце кулисы расположен отражатель 4, разбивающий поток частиц на два встречных вихря. Скорость вращения кулисы 100-3000 об/мин, продолжительность смешения – 3-10 мин. Барабанные смесители с вращающимся корпусом наиболее широко распространены и работают при небольшой окружной скорости барабана на периферии (0,8-1 м/сек) и степени его заполнения не менее 35% объема. В этих условиях сыпучий материал под действием гравитации непрерывно обрушивается по скосу, а для интенсификации смешения в корпусах устанавливают винтовые лопасти или вращающиеся лопастные валы. В пневматических смесителях непрерывного действия сжатый воздух, нагнетаемый внутрь корпуса под перфорированную решетку, создает кипящий слой материала, а вращающаяся лопастная мешалка - вихревое движение, обеспечивающее его интенсивное перемешивание.
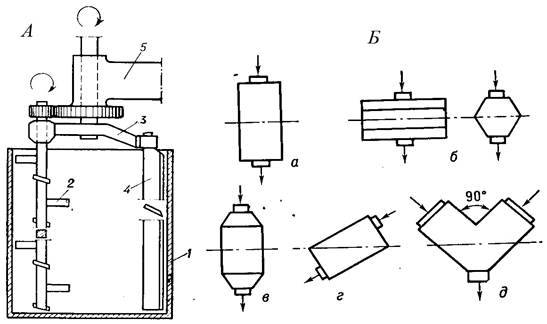
Рис.2.55. Смеситель планетарного действия (А) и основные конструкции
барабанных смесителей с вращающимся корпусом (Б): а-цилиндрический, б-граненый,
в-цилиндрический с коническими днищами, г-цилиндрический с наклонным корпусом,
д- V-образной формы типа «двойная бочка». Штрих-пунктиром показаны оси вращения барабана, а стрелками – загрузочные и разгрузочные отверстия.
Компоненты сухой смеси с высоким содержанием наполнителей или модификаторов перетираются в условиях, при которых полимер переходит в расплавленное состояние за счет тепла внутреннего трения, - на вальцах, в компаундирующих экструдерах или закрытых смесителях Бенбери (рис.2.56). При загрузке смесителя (А) заслонка 5 загрузочной воронки 4 откидывается под действием штока 6 загрузочного окна, открывая доступ в смесительную камеру 1. Загрузочное окно камеры закрывается поршневым затвором 7, приводимым в действие тем же пневматическим цилиндром. Затвор давит на массу перемешиваемого материала над передним и задним роторами 2 и 3, обеспечивая необходимое для смешения сцепление материала с их поверхностью. В нижней части камеры расположено разгрузочное окно с клиновым затвором 8, из которого расплавленная масса поступает на гранулирование или формование изделий. Метод применяют также при переработке отходов ПВХ. Применяют и другие смесители (Б) с камерой без давления и опрокидывающимся или открывающимся внизу корпусом 1 с откидной крышкой 2 и различной конфигурацией роторов 3, снабженные механизмом опрокидывания 4 и двигателем привода 5 с редуктором.
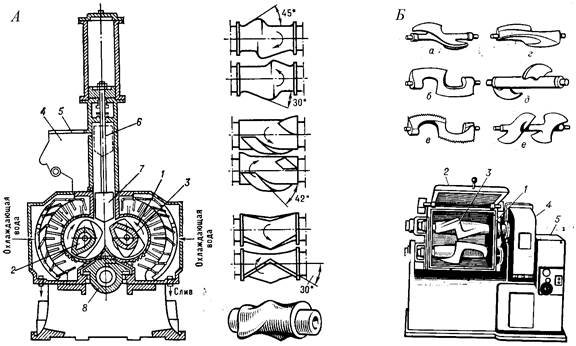
Рис.2.56. Двухроторные смесители закрытого типа с камерой под давлением (А) и
без давления (Б) и конфигурации роторов для них: аи б-для получения паст и резиновых клеев, в-для размельчения и смешения композиций с волокнистым наполнителем, г и д-для перемешивания высоковязких масс, е-для растворения высоковязких масс.
Второй метод, получивший название метода «сухих смесей» (сухого смешения), состоит в добавлении жидких и твердых ингредиентов к ПВХ и перемешивании их в легких быстроходных и тихоходных смесителях до получения легко сыпучей порошкообразной смеси, в которой ингредиенты распределены достаточно равномерно для последующей переработки обычными методами. При этом методе полимер подвергается меньшему термическому воздействию, чем при компаундировании расплава. Метод применяют при переработке смесей, не содержащих больших количеств наполнителей, но к сырью он предъявляет ряд специфических требований. ПВХ должен быть достаточно пористым, полностью поглощающим пластификаторы и другие жидкие добавки. Для обеспечения высокой сыпучести смеси частицы полимера должны быть крупными. Существуют также специальные приемы агломерирования порошкообразной смеси для обеспечения высокой сыпучести и повышения насыпной массы смеси.
Переработку ПВХ в плёнки осуществляют двумя наиболее распространенными технологическими методами – вальцево-каландровым и экструзионным. В обоих случаях первой операцией является смешение полимера с другими компонентами композиции в течение 25-60мин в зависимости от конструкции смесителя и рецептуры. Порядок введения компонентов и температурные условия смешения определяются рецептурой и скоростью поглощения пластификатора полимером. Наиболее широко распространен каландровый способ получения линолеумов из высоконаполненных композиций ПВХ, но изготовляют также и пленки толщиной 0,2-0,5мм. Для получения высококачественных каландрованных изделий вводят до 5% низкомолекулярного пластификатора, но при его избытке лист начинает прилипать к поверхности валков, а уменьшают это введением в композицию смазки (стеариновая кислота или воск). Однако избыток смазки придает поверхности пленки повышенный глянец, который затрудняет нанесение надписей и рисунков типографским способом и ухудшает прочность стыков, полученных методом горячей сварки.
При вальцово-каландровом способе производства пленок смеси из винипласта обрабатывают при 160-170оС, а из пластиката - при 155-185оС на фрикционных вальцах с целью придания им гомогенности и пластичности (рис.2.57). При каландровании смесь уплотняется, из нее удаляется воздух, и получаются листы или непрерывная лента заданной толщины и ширины. Скорость каландрования пленок толщиной 0,25мм из суспензионного ПВХ доходит до 45м/мин, из непластифицированного эмульсионного ПВХ составляет 9-15м/мин. Процесс осуществляют на 3-5-валковых каландрах при температуре поверхности первого валка 185оС и последнего – 200оС для винипласта или соответственно 165 и 185оС для пластиката. Высоконаполненные композиции ПВХ перерабатывают при 100-120оС. При непрерывном каландровании лучше питать узкой и толстой лентой, чем значительно быстрее остывающей широкой и тонкой, и подогревать ее непосредственно на питающем транспортере. Правильный выбор и постоянство температур переработки необходимы, чтобы избежать разнотолщинности пленок. Каландрованная плёнка имеет ориентацию макромолекул преимущественно вдоль полотна.
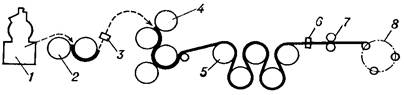
Рис.2.57. Схема каландрового агрегата: 1-смеситель, 2-вальцы, 3-детектор металла,
4- S-образный наклонный каландр, 5-охлаждающие барабаны, 6-толщиномер,
7-устройство для обрезания кромок, 8-закаточное устройство.
При экструзионном способе в зависимости от конструкции головки получают плёнки рукавным методом в виде тонкостенной трубы, которую раздувают с образованием рукава, или плоскощелевым методом в виде полотна, которое охлаждают на металлическом барабане или в водяной бане. Рукавным методом получают очень тонкие плёнки при температуре на выходе из головки от 155 до 185оС. Для улучшения свойств её подвергают вытяжке, термической обработке, дублированию с бумагой, тканями и другими плёнками, а также наносят на её поверхность различные композиции, придающие ей липкость или гидрофильность. Плоскощелевым методом получают упаковочные плёнки для пищевой промышленности из композиций на основе сополимера 80% или 95% винилиденхлорида с винилхлоридом при 150-180оС. Первый сополимер является аморфным, и трубку из него раздувают до рукава диаметром около 300мм воздухом под давлением 0,7МПа,что ориентирует материал в поперечном направлении, а затем растягивают в продольном направлении тянущими валками, складывают или наматывают в рулоны. Плёнки из кристаллизующихся композиций получают по специальной технологии (рис.2.58). Выходящую из экструдера 1 трубку после охлаждения в ванне 2 зажимают в нескольких местах тянущими валками 3 и на каждом участке отдельно раздувают воздухом с помощью специальных шприцов. После первого пленочного пузыря 6 образуется обычная аморфная пленка, которая затем на стадии пленочного пузыря 7 кристаллизуется в туннельной печи 4. Степень кристалличности пленки зависит от продолжительности термообработки, которая определяется длиной туннельной печи.

Рис.2.58. Схема установки для производства
термостабилизированной поливинилиденхлоридной пленки.
Аморфные пленки подвергаются большой усадке (до 70%), которая начинается при 50оС и достигает максимума при 80оС, а кристаллические пленки практически не усаживаются до температуры их плавления (120оС). Поэтому с увеличением степени кристалличности пленки температура, при которой достигается её максимальная усадка, растет, а величина этой усадки снижается. Такие пленки прочны, эластичны, практически непроницаемы для паров и газов и не горят. Двухслойные пленки получают экструзией сополимера винилиденхлорида с винилхлоридом на целлофановую пленку или алюминиевую фольгу через плоскощелевую головку, и дублированный материал быстро охлаждают и кристаллизуют прогревом без вытяжки. Трехслойную пленку получают экструзией ПВХ с полиэтилентерефталатом и полиэтиленом через трёхщелевую головку. Пленки сваривают токами высокой частоты, ультразвуком, термоконтактным, термоимпульсным и другими методами. Печатание текстов и рисунков на таких пленках не вызывает затруднений. Для специальных целей получают также пленки методом полива из раствора ПВХ в тетрагидрофуране или циклогексаноне.
Пластизоли (полимерные пасты) созданы для переработки плохо растворимых и нестойких при нагревании полимеров, обладают высокой текучестью при больших напряжениях сдвига и невысоких температурах, что позволяет изготовлять изделия сложной формы. Из-за очень высокой вязкости и полной нетекучести при низких напряжениях сдвига изделия не теряют своей формы до затвердевания. Отформованные изделия подвергают желатинизации (гелеобразованию) путем нагревания, при котором они затвердевают во всем объеме без нарушения однородности системы. Пластизоли получают из полимеров и органических жидкостей, в которых эти полимеры не набухают при комнатной температуре, но набухают при нагревании. При хранении паст с низкой жизнеспособностью идет частичная желатинизация, которая приводит к росту вязкости, потере текучести и способности к переработке. Из множества известных паст (табл.2.13) только пасты на основе ПВХ нашли промышленное применение.
Таблица 2.13.
Дата добавления: 2015-10-29; просмотров: 1901;