Допускаемые значения перемычек при расположении арматуры в изделии
| Диаметр арматуры, мм | Толщина слоя, мм | ||
| Перемычка е | Величина с | Перемычка δ | |
| До 3 | 2,0 | 1,5 | 2,0 |
| 3-6 | 3,0 | 2,5 | 3,0 |
| 6-10 | 4,0 | 3,5 | 4,5 |
| 10-18 | 5,0 | 5,0 | 5,5 |
| 18-30 | 6,0 | 6,0 | 7,0 |
Если арматура имеет тонкое сечение, то при течении расплава может произойти изгиб ее или срезание. Чтобы исключить подобные дефекты, арматура в плитах формы фиксируется за счет выступающих утолщенных частей или за счет специальных втулок, которые охватывают арматуру внутри полимера (рис. 4, б и в).
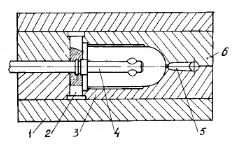
Когда фиксирующая поверхность мала, с противоположной стороны предусматривают технологическую вставку 2, которая прижимает арматуру 3 к плите формы 6 и исключает ее смещение. В изделии 4 в этом случае появляется технологическое отверстие (рис. 5). Фиксация арматуры, как правило, производится с помощью специальных вставок 5 (втулок), которые облегчают процесс изготовления формы и замену их в процессе ее ремонта. Применение технологических вставок и фиксирующей втулки исключает затекание полимера на выступающую часть арматуры. На арматуре в этом случае предусматривают сминаемый поясок, который при смыкании формы деформируется и плотно входит в отверстие втулки 5, исключая затекание расплава на резьбу или посадочное место арматуры.

| 
|
| Рис. 4. Фиксация арматуры по утолщенной цилиндрической части: а – нетехнологическое крепление; б, в – технологические варианты | Рис. 5. Фрагмент формы с фиксацией арматуры технологической вставкой: 1 – опорная плита; 2 – технологическая вставка; 3 – арматура; 4 – изделие; 5 – фиксирующая втулка; 6,7 – неподвижные плиты |
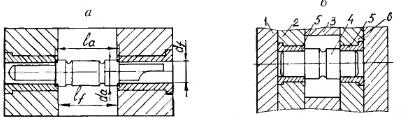
При литье изделий со сквозной арматурой запорные втулки 5 предусматривают в подвижной 2 и неподвижной 5 плитах формы, рис 5 б. Длина арматуры по посадочным местам на 0,2 – 0,3 мм больше, чем толщина плиты 3 (расстояние между втулками 5), поэтому при смыкании формы происходит смятие запорных поясков на арматуре 4 и плотное ее закрепление во втулках 5. Диаметр арматура  в месте контакта должен быть больше диаметра втулки
в месте контакта должен быть больше диаметра втулки  на 0,3-0,4 мм (рис. 5 а).
на 0,3-0,4 мм (рис. 5 а).
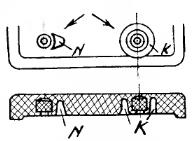
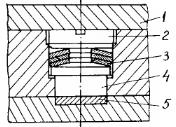
В тех случаях, когда арматура в форме закреплена недостаточно надежно, чтобы уменьшить воздействие на нее напряжений сдвига в формующей полости около арматуры располагают защитные перегородки. В плитах формы монтируют вставки, которые служат барьером для движения расплава. Выступающие перегородки направляют поток на арматуру сверху, поэтому изгибающий момент, действующий при течении потока, уменьшается (рис. 6).
| 
|
| Рис. 5. Фрагмент литьевой формы со сквозной арматурой: а – соотношение размеров арматуры и фиксирующих вставок; б – вариант крепления арматуры в форме: 1,2 – подвижные плиты; 3 – плита матрицы; 4 – арматура; 5 – фиксирующие втулки | Рис. 6. Расположение выступающих перегородок, предохраняющих смещение арматуры: N – секторная вставка; К – кольцевая вставка |
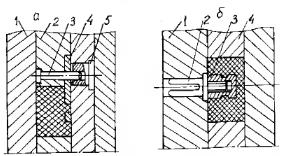
При горизонтальном расположении арматуры в форме, рис. 7, расплав должен подводиться вдоль стержня, а на поверхности арматуры необходимо предусматривать буртик, который входит внутрь слоя полимера. Если он располагается за слоем пластмассы, то при усадке между ручкой и буртиком появляется зазор Δδ, который портит внешний вид изделия или нарушает его функциональную пригодность.
Для исключения затекания расплава полимера на выступающую часть арматуры в литьевой форме необходимо в плитах предусмотреть специальные вставки 2, которые при смыкании плит плотно обжимают арматуру 4 или частично ее деформируют (рис. 8.).
Особую трудность представляет закрепление арматуры перед смыканием формы. Для этого применяют намагниченные вставки в форме или намагничивают непосредственно арматуру. Можно использовать специальные захваты, в которые устанавливают стержни арматуры.
Значительно сложнее обеспечить крепление в слое полимера и герметизацию при литье изделий с плоской арматурой. Фиксация такой арматуры в определенном положении в слое полимера достигается за счет отверстий или отверстий с загибом краев (рис. 9). В последнем варианте отгибание краев увеличивает площадь срезания слоя полимера, и арматура выдерживает большое усилие при действие внешней силы. В литьевой форме в отверстие арматуры входит вставка, которая исключает ее смещение при впрыске расплава.
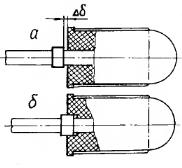
| Рис. 7. Расположение горизонтальной арматуры в пластмассовом изделии: а – буртик за изделием; б - буртик в слое полимера |
| Рис. 8. Крепление арматуры, расположенной горизонтально в форме: 1 – плита формы; 2 – фиксирующая вставка; 3, 6 – формующие элементы формы; 4 –арматура; 5 –литниковые каналы |

| Рис. 9. Крепление плоской арматуры в пластмассовой изделии: а – крепление с помощью отверстия; б – крепление двумя отверстиями; в – крепление отверстием с отгибом краев арматуры |
Затекание расплава на выступающую часть плоской арматуры предотвращается за счет подпружиненных вставок (рис.10). При смыкании формы вставка 4 прижимает арматуру 5 к плите формы, а тарельчатые пружины 3 создают достаточное усилие, исключающее вытекание расплава из формующей полости. Прижимные вставки могут иметь специальные пояски (кромки), которые под действием усилия смыкания частично вдавливаются в металл арматуры и ликвидируют зазор между плитой и арматурой.
Обеспечить герметичность формующей полости можно также за счет пережатия арматуры под действием усилия смыкания формы. Для этого в форме предусматривают специальные вставки 5 с выступающими кромками, которые плотно прижимают арматуру к плите и исключают затекание расплава на выступающую ее часть (рис. 11 а).
В тех случаях, когда арматуру не имеет элементов крепления, она в форме фиксируется с помощью специальных приспособлений, которые вставляются или ввинчиваются на резьбу арматуры (рис. 11 б). После изготовления изделий приспособления выворачиваются на рабочем столе литейщика.
| Рис. 10. Обеспечение фиксации пластинчатой арматурой с помощью подпружиненной вставки: 1 – плита формы; 2 – винтовая пробка; 3 – тарельчатая пружина; 4 – прижимная вставка; 5 – плоская арматура |
| Рис. 11. Закрепление арматуры специальными вставками и приспособлениями: а – прижим (1-опорная плита; 2 – плита матрицы; 3 – стержневой фиксатор; 4 – арматура; 5 – вставка прижим); б – фиксация резьбовой вставкой (1 – плита матрицы; 2 – резьбовой фиксатор; 3 – арматура; 4 – плита матрицы) |
Виды посадок и конструктивное выполнение сопрягаемых поверхностей показаны на рис. 12. Цилиндрическая часть арматуры выполняется по 8-9 квалитету точности с обеспечением поля допусков по посадке  .
.
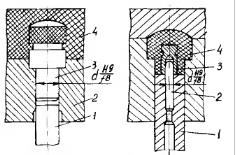
| Рис. 12. Виды посадок арматуры в отверстие матрицы: а – в цилиндрическое отверстие (1 - толкатель, 2 – плита матрицы, 3 – арматура, 4 – полимер); б – на фиксирующий штифт (1 – толкатель, 2 – фиксирующий шрифт, 3 – арматура, 4 – полимер) |
В местах фиксации арматуры плиты должны иметь втулки (вставки), за счет которых повышается технологичность конструкции формы и исключается затекание полимера на выступающую часть арматуры. Кроме этого легче обеспечить заданный вид посадки и облегчается ремонт формы.
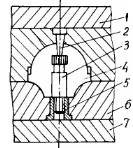
На рис. 13. показана форма для получения изделий, имеющих арматуру в виде гайки или буксы, с автоматическим введением ее в формующую полость формы. В плите 2 для помещения арматуры выполнен загрузочный канал «а». Фиксатор 5 подпружинен пружиной 4 и размещен в неподвижной плите 3. После раскрытия формы арматура свободно попадает в гнездо «б», расположенное соосно к фиксатору 5.
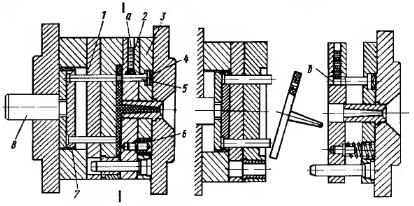
Рис. 13. Форма для изделий с арматурой.
При раскрытии формы по плоскости I-I плита 2 отделяется от неподвижной плиты 3 под действием пружин 6, знак фиксатор выходит из отверстия плиты 2 и арматура занимает исходное положение для досылки ее в оформляющую полость формы. После раскрытия формы по плоскости I-I на величину достаточную для сбрасывания изделия, хвостовик 8 наталкивается на упор литьевой машины, приводя в движение выталкивающую систему 7, которая выталкивателями 1 сбрасывает изделие. Затем форма смыкается, и фиксатор 5 устанавливает арматуру в рабочее положение. Во время впрыска и выдержки изделия под давлением загрузочный канал «а» заполняется арматурой.
К недостаткам конструкции следует отнести необходимость высокой точности изготовления арматуры по наружному диаметру и обеспечение соосности отверстия. Для арматуры с меньшей точностью необходимо устройство (например, отсекатели) и ее поштучной выдачи из канал «а» в приемное гнездо «б».
Практическое занятие №5
Дата добавления: 2015-09-07; просмотров: 1407;