Изучение армированных изделий. Типовые конструкции армирующих элементов
Конструкция литьевой формы в значительной степени зависит от конфигурации арматуры и материала, из которого она изготовлена. При проектировании армированных изделий необходимо учитывать, что коэффициенты линейного расширения металла и полимера имеют различные значения. Коэффициент линейного расширения стали примерно равен α≈12·10-6, а для полимеров α=(4÷5)·10-5 1/град. Кроме этого при литье происходит значительная усадка полимера, обусловленная изменением плотности расплава при охлаждении. Разность коэффициентов линейного расширения в изделиях можно уменьшить за счет применения арматуры, изготовленной из стеклопластиков. При изготовлении изделий из хрупких полимеров, подтвержденных растрескиванию, арматуру целесообразно вставлять после литья, когда полимер еще имеет достаточно высокую температуру и может деформироваться.
При проектировании форм для литья армированных изделий необходимо предусматривать элементы, с помощью которых арматура должна достаточно точно фиксировать в плитах. Чтобы противостоять действию давления и напряжениям сдвига, возникающим при впрыске расплава, арматура не должна располагаться близко к краю изделия, так как может произойти растрескивание стенки.
Для того чтобы исключить растрескивания изделия за счет разности коэффициентов линейного расширения металлической араматуры и полимера, необходимо обеспечить определенное соотношение между размерами стенки арматуры и толщиной слоя полимера, охватывающим ее снаружи. В том случае, когда металлическая арматура имеет большие размеры, ее изготавливают разрезной или составной, сложенных из нескольких секций. Чтобы сохранять конструкционную жесткость арматуры, прорези выполняют не сквозными, а расположенными с двух сторон, рис. 1 а. В процессе литья или прессования пазы не должны заполняться полимером, для чего внутрь арматуры в форме входит вставка с пазами, которая перекрывает прорезь (рис. 1 б и рис. 1 в).
Полимерная масса перекрывает прорези и охватывает неразрезанную часть арматуры, обеспечивая монолитность конструкции. От продольного смещения арматуры на ней предусматривают выступы или рифления. При расположении слоя полимера внутри металлической арматуры необходимо предусматривать конструктивные элементы, исключающие ее выпадение за счет уменьшения внутреннего размера вследствие усадки пластмассы. Для этого на пластмассовой внешней поверхности предусматривают выступы или рифления (рис. 2). При наличии двух выступов по краям (рис. 2, а), при усадке пластмасс возникают внутренние, растягивающие напряжения, и слой полимера может растрескаться.
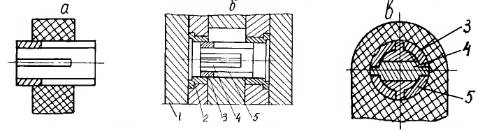
Рис. 1. Уменьшение внутренних напряжений в наружном слое пластмассы за счет применения арматуры с прорезями:
а – изделие с разрезной арматурой; б, в – фрагменты формы:
1, 2 – подвижные плиты, 2 – фиксирующая втулка, 3 – арматура с прорезями, 4,5 – вставки внутри арматуры
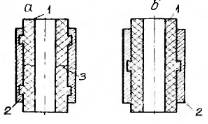
| Рис. 2. Варианты закрепления слоя полимера внутри арматуры: а – нетехнологичный; б – технологичный вариант 1 – слой полимера, 2 – металлическая арматура, 3 – толщина |
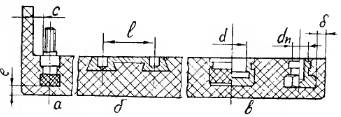
| Рис. 3. Различные варианты закрепления арматуры в пластмассовом изделии |
Для закрепления арматуры внутри пластмассового изделия применяют цилиндрические проточки, как показано на рис. 3. При этом на поверхности резьбовой арматуры для исключения проворота ее при закручивании применяют сетчатую или продольную насечку (рис. 3, а). Фасонную поверхность выполняют также в виде шестигранника, квадрата или со специальными отштампованными выступами (рис. 3, в). Для того чтобы не препятствовать усадке полимера при литье или прессовании, насечку желательно выполнять на одной из поверхностей, а остальные должны быть гладкими. Если арматура не сквозная, то между торцом арматуры и краем изделия должен быть гарантированный слой полимера «е». При расположении арматуры около боковой стенки, между стенкой и посадочной поверхностью арматуры оставляют расстояние «с» (табл. 1).
Величина «с» определяет толщину металлической перемычки пуансона (формующей вставки), чтобы не произошло разрушение ее стенки в процессе механической обработки или прессования. При расположении арматуры у края стенки должна оставаться заданная перемычка δ (рис. 3 в). величина перемычек приведена в табл. 1.
Таблица 1
Дата добавления: 2015-09-07; просмотров: 1477;