Радиус закругления
На изделиях из пластмасс все острые кромки должны быть закруглены. Наличие закруглений способствует:
-увеличению механической прочности детали в целом или отдельных её элементов;
-устранению или уменьшению внутренних напряжений;
-уменьшению величины и колебания усадки и, следовательно, повышению точности.

Рис.1. Радиусы закруглений, 1 вариант

Рис.2. Радиусы закруглений, 2 вариант

Рис.3. Радиусы закруглений, 3 вариант
Выбираем вариант номер 1 (рис.1), т.к. радиусы закруглений из термореактивных пластмасс рекомендуется принимать равным 0,8мм.
Технологический уклон (ТУ)
Технологический уклон назначается для облегчения выталкивания готовых изделий на поверхностях, параллельных направлению размыкания формы, и извлечения продукта формования, перемещения составных или съемных рабочих деталей технологического назначения сложных пресс-форм. Отсутствие ТУ, даже если это вызвано необходимостью, весьма нежелательно. В этом случае снижается качество изделий, потребуется изменение системы выталкивания оснастки, возможна деформация или разрушение детали.
Величина технологической погрешности на каждой отдельной поверхности за счёт ТУ (Ту) рассчитывается по формуле Ту = Н ∙ tgα, т.е. зависит как от высоты стенки изделия, по которой происходит взаимное перемещение по поверхности рабочей детали (Н), так и от заданной величины угла ТУ (α).
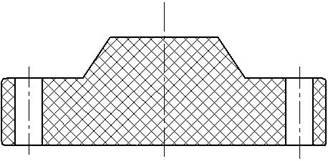
Рис.4. Технологические уклоны, 1 вариант

Рис.5. Технологические уклоны, 2 вариант

Рис.6. Технологические уклоны, 3 вариант
Выбираем вариант номер 2 (рис.5, потому что технологический уклон для охватывающих поверхностей назначается в сторону увеличения
Резьба. Большие трудности при конструкторско-технологической разработке схемы формования представляет изготовление деталей с резьбой. Поэтому рекомендуется рассмотреть все возможные варианты ее получения в детали:
-форму, размеры, количество резьбовых элементов, расположение их на детали.
-схему заполнения формующей полости расплавом полимерного материала.
-способ соединения с готовым изделием (при использовании варианта его армирования).
-технологические возможности процесса изготовления детали выбранным способом.
-установку и надежное закрепление резьбовых знаков или колец в пресс-форме перед заполнением формующей полости расплавом.
-простоту извлечения изделия после формования.
-влияние наличия арматуры на подготовку производства, процесс формования, последующую обработку и т.д.
-число одновременно изготавливаемых изделий.
Практическое занятие №3
Дата добавления: 2015-09-07; просмотров: 1666;